2473系列整体硬质合金比率钻头
短孔高效加工
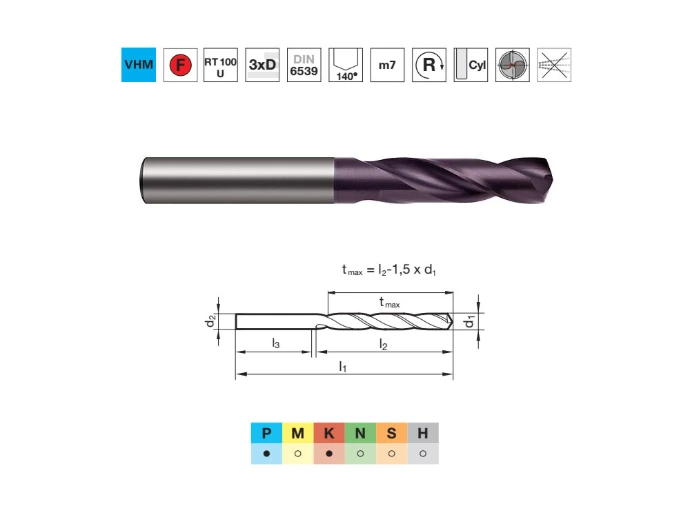
2473 是无内冷孔、3×D 短刃型的整体硬质合金比率钻头(Ratio Drill),定位为通用高精度、高刚性浅孔加工工具,适配钢、不锈钢、铸铁、铝合金等多材料,核心优势是定心稳、抗振强、孔形精度高
| 项目 | 规格参数 |
|---|---|
| 材质 | 整体硬质合金(VHM) |
| 涂层 | FIRE(高铝钛基耐磨涂层,耐热耐磨损) |
| 直径范围 | 3.0–16.0 mm |
| 直径公差 | m7(精密级,适配铰孔 / 扩孔前预钻) |
| 钻深 / 刃长 | 3×D(短刃厚芯,刚性拉满) |
| 顶角 | 140°(通用定心角,切削轻快、不易走偏) |
| 刃型 | 2 刃、双棱带(double margin)、中心薄刃(web thinning) |
| 柄型 | DIN 6535 HA 直柄(圆柱柄,通用机床适配) |
| 标准 | DIN 6537 K |
| 冷却方式 | 无内冷孔,推荐外冷 / 乳化液 / MQL |
3×D 短刃厚芯,刚性抗振短槽 + 加厚芯厚设计,抗弯抗振能力强,适合刚性一般的机床 / 夹具,深孔加工不易断刀,孔直线度更优。
140° 顶角 + 双棱带,孔形精度高定心精准,不易偏摆;双棱带支撑提升孔壁光滑度与圆度,m7 精密公差完美适配 H7/H8 铰孔 / 精镗前预钻,减少后续加工变形。
R-Blade 优化排屑,高效加工独特 R 型刃型优化切屑分割与排出,排屑顺畅,适合高速 / 高效加工,减少堵屑导致的崩刃 / 烧刀。
精密浅孔高效加工(≤3×D)紧固件孔、螺纹底孔、安装孔,液压阀块、汽车零部件、模具浅孔批量加工,兼顾效率与精度。
铰孔 / 精镗前预钻孔(核心用途)需 H7/H8 高精度孔时,用 2473 预钻(m7 公差),为铰刀 / 镗刀提供稳定定心与高同轴度,延长后续刀具寿命。
台阶孔 / 复合孔定心大孔 / 深孔加工前预钻定心,防止后续刀具偏摆,提升整体孔系加工精度。
不稳定工况加工主轴刚性一般、夹具偏弱、悬伸长等工况下,厚芯短刃抗振性优于标准长钻头,断刀风险更低,加工更稳定。
多材料通用加工钢、不锈钢、铸铁、铝合金、钛合金(浅孔)通用,适合小批量多品种生产,减少刀具库存与换刀频次。
规格参数
| 订货号 | 直径d1 (mm) | 柄径d2 (mm) | 总长l1 (mm) | 刃长l2 (mm) |
| 2473 3.000 | 3 | 3 | 12 | 46 |
| 2473 3.100 | 3.1 | 3.1 | 14 | 49 |
| 2473 3.200 | 3.2 | 3.2 | 14 | 49 |
| 2473 3.300 | 3.3 | 3.3 | 14 | 49 |
| 2473 3.400 | 3.4 | 3.4 | 16 | 52 |
| 2473 3.500 | 3.5 | 3.5 | 15 | 52 |
| 2473 3.600 | 3.6 | 3.6 | 15 | 52 |
| 2473 3.700 | 3.7 | 3.7 | 15 | 52 |
| 2473 3.800 | 3.8 | 3.8 | 17 | 55 |
| 2473 3.900 | 3.9 | 3.9 | 17 | 55 |
| 2473 4.000 | 4 | 4 | 17 | 55 |
| 2473 4.100 | 4.1 | 4.1 | 17 | 55 |
| 2473 4.200 | 4.2 | 4.2 | 17 | 55 |
| 2473 4.300 | 4.3 | 4.3 | 18 | 58 |
| 2473 4.400 | 4.4 | 4.4 | 18 | 58 |
| 2473 4.500 | 4.5 | 4.5 | 18 | 58 |
| 2473 4.600 | 4.6 | 4.6 | 18 | 58 |
| 2473 4.700 | 4.7 | 4.7 | 18 | 58 |
| 2473 4.800 | 4.8 | 4.8 | 20 | 62 |
| 2473 4.900 | 4.9 | 4.9 | 20 | 62 |
| 2473 5.000 | 5 | 5 | 20 | 62 |
| 2473 5.100 | 5.1 | 5.1 | 19 | 62 |
| 2473 5.200 | 5.2 | 5.2 | 19 | 62 |
| 2473 5.300 | 5.3 | 5.3 | 19 | 62 |
| 2473 5.400 | 5.4 | 5.4 | 21 | 66 |
| 2473 5.500 | 5.5 | 5.5 | 21 | 66 |
| 2473 5.600 | 5.6 | 5.6 | 21 | 66 |
| 2473 5.700 | 5.7 | 5.7 | 21 | 66 |
| 2473 5.800 | 5.8 | 5.8 | 20 | 66 |
| 2473 5.900 | 5.9 | 5.9 | 20 | 66 |
| 2473 6.000 | 6 | 6 | 20 | 66 |
| 2473 6.100 | 6.1 | 6.1 | 23 | 70 |
| 2473 6.200 | 6.2 | 6.2 | 23 | 70 |
| 2473 6.300 | 6.3 | 6.3 | 23 | 70 |
| 2473 6.400 | 6.4 | 6.4 | 23 | 70 |
| 2473 6.500 | 6.5 | 6.5 | 23 | 70 |
| 2473 6.600 | 6.6 | 6.6 | 22 | 70 |
| 2473 6.700 | 6.7 | 6.7 | 22 | 70 |
| 2473 6.800 | 6.8 | 6.8 | 25 | 74 |
| 2473 6.900 | 6.9 | 6.9 | 25 | 74 |
| 2473 7.000 | 7 | 7 | 25 | 74 |
| 2473 7.100 | 7.1 | 7.1 | 25 | 74 |
| 2473 7.200 | 7.2 | 7.2 | 25 | 74 |
| 2473 7.300 | 7.3 | 7.3 | 25 | 74 |
| 2473 7.400 | 7.4 | 7.4 | 24 | 74 |
| 2473 7.500 | 7.5 | 7.5 | 24 | 74 |
| 2473 7.600 | 7.6 | 7.6 | 27 | 79 |
| 2473 7.700 | 7.7 | 7.7 | 27 | 79 |
| 2473 7.800 | 7.8 | 7.8 | 27 | 79 |
| 2473 7.900 | 7.9 | 7.9 | 27 | 79 |
| 2473 8.000 | 8 | 8 | 27 | 79 |
| 2473 8.100 | 8.1 | 8.1 | 26 | 79 |
| 2473 8.200 | 8.2 | 8.2 | 26 | 79 |
| 2473 8.300 | 8.3 | 8.3 | 26 | 79 |
| 2473 8.400 | 8.4 | 8.4 | 26 | 79 |
| 2473 8.500 | 8.5 | 8.5 | 26 | 79 |
| 2473 8.600 | 8.6 | 8.6 | 29 | 84 |
| 2473 8.700 | 8.7 | 8.7 | 29 | 84 |
| 2473 8.800 | 8.8 | 8.8 | 29 | 84 |
| 2473 8.900 | 8.9 | 8.9 | 28 | 84 |
| 2473 9.000 | 9 | 9 | 28 | 84 |
| 2473 9.100 | 9.1 | 9.1 | 28 | 84 |
| 2473 9.200 | 9.2 | 9.2 | 28 | 84 |
| 2473 9.300 | 9.3 | 9.3 | 28 | 84 |
| 2473 9.400 | 9.4 | 9.4 | 28 | 84 |
| 2473 9.500 | 9.5 | 9.5 | 28 | 84 |
| 2473 9.700 | 9.7 | 9.7 | 30 | 89 |
| 2473 9.800 | 9.8 | 9.8 | 30 | 89 |
| 2473 9.900 | 9.9 | 9.9 | 30 | 89 |
| 2473 10.000 | 10 | 10 | 30 | 89 |
| 2473 10.100 | 10.1 | 10.1 | 30 | 89 |
| 2473 10.200 | 10.2 | 10.2 | 30 | 89 |
| 2473 10.300 | 10.3 | 10.3 | 30 | 89 |
| 2473 10.400 | 10.4 | 10.4 | 29 | 89 |
| 2473 10.500 | 10.5 | 10.5 | 29 | 89 |
| 2473 10.600 | 10.6 | 10.6 | 29 | 89 |
| 2473 10.800 | 10.8 | 10.8 | 33 | 95 |
| 2473 10.900 | 10.9 | 10.9 | 33 | 95 |
| 2473 11.000 | 11 | 11 | 33 | 95 |
| 2473 11.100 | 11.1 | 11.1 | 33 | 95 |
| 2473 11.200 | 11.2 | 11.2 | 32 | 95 |
| 2473 11.500 | 11.5 | 11.5 | 32 | 95 |
| 2473 11.600 | 11.6 | 11.6 | 32 | 95 |
| 2473 11.800 | 11.8 | 11.8 | 32 | 95 |
| 2473 12.000 | 12 | 12 | 35 | 102 |
| 2473 12.500 | 12.5 | 12.5 | 35 | 102 |
| 2473 12.700 | 12.7 | 12.7 | 35 | 102 |
| 2473 13.000 | 13 | 13 | 34 | 102 |
| 2473 13.500 | 13.5 | 13.5 | 36 | 107 |
| 2473 14.000 | 14 | 14 | 36 | 107 |
| 2473 14.500 | 14.5 | 14.5 | 37 | 111 |
| 2473 15.000 | 15 | 15 | 37 | 111 |
| 2473 15.500 | 15.5 | 15.5 | 38 | 115 |
| 2473 16.000 | 16 | 16 | 37 | 115 |
切削参数: 在不同公称直径(Ø 3 6 8 10 12 14 16 20mm)下,对应的每转进给量 f(单位 mm/rev)。
| 组别 | 加工组别 | vc (m/min) | 3 | 6 | 8 | 10 | 12 | 14 | 16 | 20 |
| P1.1.1 | 非合金钢,退火态,0.15% C,抗拉强度 420 N/mm²,125 HB | 130 | 0.155 | 0.26 | 0.325 | 0.385 | 0.44 | 0.495 | 0.55 | 0.65 |
| P1.1.2 | 非合金钢,热处理态,0.15% C,抗拉强度 420 N/mm²,125 HB | 115 | 0.14 | 0.235 | 0.29 | 0.345 | 0.395 | 0.445 | 0.495 | 0.585 |
| P1.1.3 | 非合金钢,退火态,0.45% C,抗拉强度 640 N/mm²,190 HB | 115 | 0.14 | 0.235 | 0.29 | 0.345 | 0.395 | 0.445 | 0.495 | 0.585 |
| P1.1.4 | 非合金钢,热处理态,0.45% C,抗拉强度 640 N/mm²,190 HB | 110 | 0.13 | 0.22 | 0.275 | 0.325 | 0.375 | 0.42 | 0.465 | 0.555 |
| P1.1.5 | 非合金钢,热处理态,0.45% C,抗拉强度 850 N/mm²,250 HB | 110 | 0.13 | 0.22 | 0.275 | 0.325 | 0.375 | 0.42 | 0.465 | 0.555 |
| P1.1.6 | 非合金钢,退火态,0.75% C,抗拉强度 915 N/mm²,270 HB | 105 | 0.125 | 0.21 | 0.26 | 0.305 | 0.355 | 0.395 | 0.44 | 0.52 |
| P1.1.7 | 非合金钢,热处理态,0.75% C,抗拉强度 1020 N/mm²,300 HB | 100 | 0.115 | 0.195 | 0.245 | 0.29 | 0.33 | 0.37 | 0.41 | 0.49 |
| P2.1.1 | 低合金钢,退火态,抗拉强度 610 N/mm²,180 HB | 105 | 0.125 | 0.21 | 0.26 | 0.305 | 0.355 | 0.395 | 0.44 | 0.52 |
| P2.1.2 | 低合金钢,热处理态,抗拉强度 930 N/mm²,275 HB | 105 | 0.125 | 0.21 | 0.26 | 0.305 | 0.355 | 0.395 | 0.44 | 0.52 |
| P2.1.3 | 低合金钢,热处理态,抗拉强度 1020 N/mm²,300 HB | 90 | 0.105 | 0.175 | 0.22 | 0.26 | 0.3 | 0.335 | 0.375 | 0.44 |
| P2.1.4 | 低合金钢,热处理态,抗拉强度 1190 N/mm²,350 HB | 80 | 0.09 | 0.155 | 0.195 | 0.23 | 0.265 | 0.295 | 0.33 | 0.39 |
| P3.1.1 | 高合金钢和工具钢,退火态,抗拉强度 680 N/mm²,200 HB | 65 | 0.095 | 0.165 | 0.205 | 0.24 | 0.275 | 0.31 | 0.345 | 0.405 |
| P3.1.2 | 高合金钢和工具钢,淬火回火态,抗拉强度 1100 N/mm²,325 HB | 55 | 0.08 | 0.14 | 0.17 | 0.205 | 0.235 | 0.265 | 0.29 | 0.345 |
| M1.1.1 | 不锈钢,铁素体/马氏体,含切削添加剂 | 40 | 0.04 | 0.065 | 0.08 | 0.095 | 0.11 | 0.125 | 0.135 | 0.165 |
| M1.1.2 | 不锈钢,铁素体/马氏体,退火态,抗拉强度 680 N/mm²,200 HB | 35 | 0.035 | 0.06 | 0.075 | 0.085 | 0.1 | 0.11 | 0.125 | 0.145 |
| M1.1.3 | 不锈钢,铁素体/马氏体,热处理态,抗拉强度 810 N/mm²,240 HB | 35 | 0.035 | 0.055 | 0.07 | 0.08 | 0.095 | 0.105 | 0.115 | 0.14 |
| M2.1.1 | 不锈钢,奥氏体,固溶处理,180 HB | 25 | 0.03 | 0.05 | 0.065 | 0.075 | 0.09 | 0.1 | 0.11 | 0.13 |
| M2.2.1 | 双相不锈钢,高强度不锈钢 | 20 | 0.025 | 0.045 | 0.055 | 0.065 | 0.075 | 0.085 | 0.095 | 0.11 |
| K1.1.1 | 灰口铸铁,珠光体/铁素体,180 HB | 90 | 0.125 | 0.21 | 0.26 | 0.305 | 0.355 | 0.395 | 0.44 | 0.52 |
| K1.1.2 | 灰口铸铁,珠光体/马氏体,260 HB | 75 | 0.105 | 0.175 | 0.22 | 0.26 | 0.3 | 0.335 | 0.375 | 0.44 |
| K1.2.1 | 球墨铸铁,铁素体基体,160 HB | 75 | 0.105 | 0.175 | 0.22 | 0.26 | 0.3 | 0.335 | 0.375 | 0.44 |
| K1.2.2 | 球墨铸铁,珠光体基体,250 HB | 70 | 0.1 | 0.165 | 0.205 | 0.245 | 0.28 | 0.315 | 0.35 | 0.415 |
| K1.3.1 | 可锻铸铁,铁素体基体,130 HB | 70 | 0.1 | 0.165 | 0.205 | 0.245 | 0.28 | 0.315 | 0.35 | 0.415 |
| K1.3.2 | 可锻铸铁,珠光体基体,230 HB | 65 | 0.085 | 0.145 | 0.18 | 0.215 | 0.245 | 0.28 | 0.305 | 0.365 |
| K2.1.1 | 蠕墨铸铁 (GJV) | 70 | 0.125 | 0.21 | 0.26 | 0.305 | 0.355 | 0.395 | 0.44 | 0.52 |
| K2.2.1 | 奥氏体-铁素体球墨铸铁 (ADI) | 55 | 0.09 | 0.155 | 0.195 | 0.23 | 0.265 | 0.295 | 0.33 | 0.39 |
| N1.1.1 | 变形铝合金,非硬化态,60 HB | 165 | 0.125 | 0.21 | 0.26 | 0.305 | 0.355 | 0.395 | 0.44 | 0.52 |
| N1.1.2 | 变形铝合金,硬化态,100 HB | 165 | 0.125 | 0.21 | 0.26 | 0.305 | 0.355 | 0.395 | 0.44 | 0.52 |
| N2.1.1 | 铸造铝合金,非硬化态,Si ≤ 12%,75 HB | 150 | 0.125 | 0.21 | 0.26 | 0.305 | 0.355 | 0.395 | 0.44 | 0.52 |
| N2.1.2 | 铸造铝合金,硬化态,Si ≤ 12%,90 HB | 150 | 0.125 | 0.21 | 0.26 | 0.305 | 0.355 | 0.395 | 0.44 | 0.52 |
| N2.1.3 | 铸造铝合金,非硬化态,Si > 12%,130 HB | 130 | 0.105 | 0.175 | 0.22 | 0.26 | 0.3 | 0.335 | 0.375 | 0.44 |
| N3.1.1 | 铜及铜合金:易切削合金,Pb > 1% | 110 | 0.095 | 0.165 | 0.205 | 0.24 | 0.275 | 0.31 | 0.345 | 0.405 |
| N3.1.2 | 铜及铜合金:CuZn、CuSnZn | 95 | 0.08 | 0.14 | 0.17 | 0.205 | 0.235 | 0.265 | 0.29 | 0.345 |
| N3.1.3 | 铜及铜合金:CuSn、无铅铜和电解铜 | 90 | 0.075 | 0.13 | 0.16 | 0.19 | 0.22 | 0.25 | 0.275 | 0.325 |
| S1.1.1 | 耐热合金,铁基,退火态,200 HB | 30 | 0.06 | 0.105 | 0.13 | 0.155 | 0.175 | 0.2 | 0.22 | 0.26 |
| S1.1.2 | 耐热合金,铁基,硬化态,280 HB | 25 | 0.05 | 0.085 | 0.105 | 0.12 | 0.14 | 0.16 | 0.175 | 0.205 |
| S1.1.3 | 耐热合金,镍基或钴基,退火态,250 HB | 25 | 0.06 | 0.105 | 0.13 | 0.155 | 0.175 | 0.2 | 0.22 | 0.26 |
| S1.1.4 | 耐热合金,镍基或钴基,硬化态,350 HB | 15 | 0.045 | 0.075 | 0.09 | 0.105 | 0.125 | 0.14 | 0.155 | 0.18 |
| S1.1.5 | 耐热合金,镍基或钴基,铸态,320 HB | 20 | 0.045 | 0.075 | 0.09 | 0.105 | 0.125 | 0.14 | 0.155 | 0.18 |
| S2.1.1 | 钛合金,纯钛,抗拉强度 400 N/mm² | 15 | 0.03 | 0.05 | 0.065 | 0.075 | 0.09 | 0.1 | 0.11 | 0.13 |
| S2.1.2 | 钛合金,α和β合金,硬化态,抗拉强度 1050 N/mm² | 10 | 0.025 | 0.04 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.105 |
| H1.1.1 | 淬硬钢,淬火回火态,< 55 HRC | 35 | 0.03 | 0.05 | 0.065 | 0.075 | 0.09 | 0.1 | 0.11 | 0.13 |
| H1.1.2 | 淬硬钢,淬火回火态,< 60 HRC | 25 | 0.025 | 0.04 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.105 |
| H1.1.3 | 淬硬钢,淬火回火态,> 60 HRC | 20 | 0.025 | 0.04 | 0.05 | 0.06 | 0.065 | 0.075 | 0.085 | 0.1 |
| H2.1.1 | 冷硬铸铁,400 HB | 25 | 0.04 | 0.065 | 0.08 | 0.095 | 0.11 | 0.125 | 0.135 | 0.165 |
| H2.1.2 | 冷硬铸铁,淬火回火态,< 55 HRC | 20 | 0.025 | 0.045 | 0.055 | 0.065 | 0.075 | 0.085 | 0.095 | 0.115 |