2713系列整体硬质合金3刃钻头
5倍径高效加工
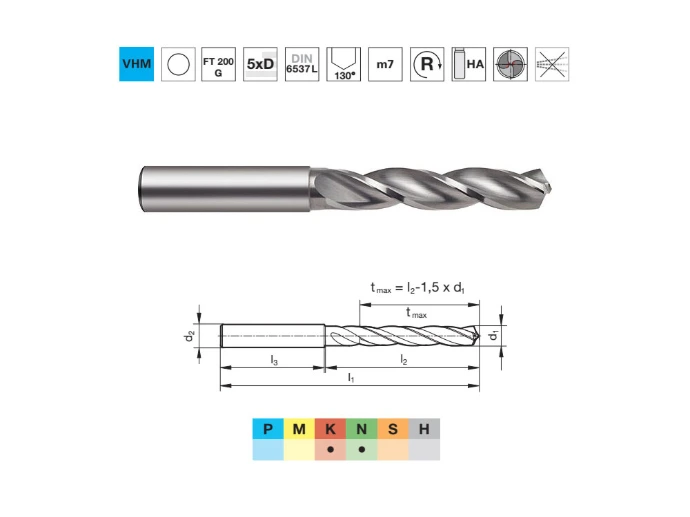
FT 200 G 系列的 5 倍径(5×D)、3 刃、整体硬质合金、无内冷 标准比例钻头。主打高效率、高稳定性、高精度,专为通用钢材、调质钢的高效稳定钻孔设计。
| 参数项 | 详情 |
|---|---|
| 系列 | FT 200 G |
| 材质 | 整体硬质合金 |
| 表面处理 | 光亮表面(blank) |
| 直径范围 | 3.0–20.0 mm |
| 直径公差 | m7(精密级) |
| 钻深 / 刃长 | 5×D |
| 顶角 | 130° |
| 刃型 | 3 刃 |
| 柄型 | DIN 6535 HA 直柄 |
| 标准 | DIN 6537L |
| 冷却方式 | 无内冷 |
| 切削方向 | 右旋 |
| 适用转速 | 适配短切屑材料的高转速加工 |
技术与性能优势
3 刃设计:高效稳定 相比 2 刃钻头,3 刃切削更平稳、振动更小、进给更高。孔壁光洁度高、圆度好、直线度佳,适合对孔质量要求高的场景。具备断续切削能力(如交叉孔、铸件),不易崩刃。
130° Spiro-Point 定心:自定心强 独特的螺旋面钻尖,无需预钻导向孔即可精准起钻。定位精度高、防偏摆、导向性好,适合大批量自动化生产。
5×D 通用钻深:应用广泛 覆盖绝大多数标准深度孔加工,无需啄钻,一次进给成型,效率高。
m7 正公差:适配铰孔前预钻 m7 正公差专为铰孔前的预钻孔设计,为后续铰刀预留完美余量,确保最终孔精度。
典型应用场景
- 汽车 / 工程机械:发动机、变速箱、底盘、液压阀块的标准孔
- 通用机械:法兰、轴类、壳体件的高精度孔
- 模具工业:模板、滑块的定位孔、螺丝底孔
- 大批量生产:自动化生产线、高进给、高稳定性需求场景
- 铰孔前预钻:利用 m7 公差 特性,作为精密铰孔的理想前序工序
规格参数
| 订货号 | 直径d1 (mm) | 刃长l2 (mm) | 总长l1 (mm) |
| 2713 3.000 | 3 | 28 | 66 |
| 2713 3.100 | 3.1 | 28 | 66 |
| 2713 3.200 | 3.2 | 28 | 66 |
| 2713 3.300 | 3.3 | 28 | 66 |
| 2713 3.500 | 3.5 | 28 | 66 |
| 2713 3.700 | 3.7 | 28 | 66 |
| 2713 3.800 | 3.8 | 36 | 74 |
| 2713 4.000 | 4 | 36 | 74 |
| 2713 4.100 | 4.1 | 36 | 74 |
| 2713 4.200 | 4.2 | 36 | 74 |
| 2713 4.500 | 4.5 | 36 | 74 |
| 2713 4.800 | 4.8 | 44 | 82 |
| 2713 5.000 | 5 | 44 | 82 |
| 2713 5.100 | 5.1 | 44 | 82 |
| 2713 5.200 | 5.2 | 44 | 82 |
| 2713 5.300 | 5.3 | 44 | 82 |
| 2713 5.500 | 5.5 | 44 | 82 |
| 2713 5.800 | 5.8 | 44 | 82 |
| 2713 6.000 | 6 | 44 | 82 |
| 2713 6.100 | 6.1 | 53 | 91 |
| 2713 6.200 | 6.2 | 53 | 91 |
| 2713 6.400 | 6.4 | 53 | 91 |
| 2713 6.500 | 6.5 | 53 | 91 |
| 2713 6.700 | 6.7 | 53 | 91 |
| 2713 6.800 | 6.8 | 53 | 91 |
| 2713 6.900 | 6.9 | 53 | 91 |
| 2713 7.000 | 7 | 53 | 91 |
| 2713 7.100 | 7.1 | 53 | 91 |
| 2713 7.200 | 7.2 | 53 | 91 |
| 2713 7.400 | 7.4 | 53 | 91 |
| 2713 7.500 | 7.5 | 53 | 91 |
| 2713 7.800 | 7.8 | 53 | 91 |
| 2713 8.000 | 8 | 53 | 91 |
| 2713 8.100 | 8.1 | 61 | 103 |
| 2713 8.200 | 8.2 | 61 | 103 |
| 2713 8.400 | 8.4 | 61 | 103 |
| 2713 8.500 | 8.5 | 61 | 103 |
| 2713 8.600 | 8.6 | 61 | 103 |
| 2713 8.700 | 8.7 | 61 | 103 |
| 2713 8.800 | 8.8 | 61 | 103 |
| 2713 9.000 | 9 | 61 | 103 |
| 2713 9.100 | 9.1 | 61 | 103 |
| 2713 9.500 | 9.5 | 61 | 103 |
| 2713 9.800 | 9.8 | 61 | 103 |
| 2713 10.000 | 10 | 61 | 103 |
| 2713 10.100 | 10.1 | 71 | 118 |
| 2713 10.200 | 10.2 | 71 | 118 |
| 2713 10.300 | 10.3 | 71 | 118 |
| 2713 10.500 | 10.5 | 71 | 118 |
| 2713 11.000 | 11 | 71 | 118 |
| 2713 11.200 | 11.2 | 71 | 118 |
| 2713 11.500 | 11.5 | 71 | 118 |
| 2713 11.800 | 11.8 | 71 | 118 |
| 2713 12.000 | 12 | 71 | 118 |
| 2713 12.100 | 12.1 | 77 | 124 |
| 2713 12.500 | 12.5 | 77 | 124 |
| 2713 13.000 | 13 | 77 | 124 |
| 2713 13.500 | 13.5 | 77 | 124 |
| 2713 14.000 | 14 | 77 | 124 |
| 2713 14.100 | 14.1 | 83 | 133 |
| 2713 14.500 | 14.5 | 83 | 133 |
| 2713 15.000 | 15 | 83 | 133 |
| 2713 15.500 | 15.5 | 83 | 133 |
| 2713 16.000 | 16 | 83 | 133 |
| 2713 16.500 | 16.5 | 93 | 143 |
| 2713 17.000 | 17 | 93 | 143 |
| 2713 17.500 | 17.5 | 93 | 143 |
| 2713 18.000 | 18 | 93 | 143 |
| 2713 18.500 | 18.5 | 101 | 153 |
| 2713 19.000 | 19 | 101 | 153 |
| 2713 19.500 | 19.5 | 101 | 153 |
| 2713 20.000 | 20 | 101 | 153 |
切削参数: 在不同公称直径(Ø 3 6 8 10 12 14 16 20mm)下,对应的每转进给量 f(单位 mm/rev)。
| 加工组 | 材料描述 | Vc (m/min) | 进给量 f (mm/rev) 对应钻头直径 (mm) |
|---|---|---|---|
| K1.1.1 | 灰口铸铁,珠光体/铁素体,180 HB | 80 | 0.075 / 0.130 / 0.160 / 0.190 / 0.220 / 0.250 / 0.275 / 0.325 |
| K1.1.2 | 灰口铸铁,珠光体/马氏体,260 HB | 70 | 0.065 / 0.110 / 0.140 / 0.165 / 0.185 / 0.210 / 0.235 / 0.275 |
| K1.2.1 | 球墨铸铁,铁素体,160 HB | 70 | 0.065 / 0.110 / 0.140 / 0.165 / 0.185 / 0.210 / 0.235 / 0.275 |
| K1.2.2 | 球墨铸铁,珠光体,250 HB | 65 | 0.060 / 0.105 / 0.130 / 0.155 / 0.175 / 0.200 / 0.220 / 0.260 |
| K1.3.1 | 可锻铸铁,铁素体,130 HB | 65 | 0.060 / 0.105 / 0.130 / 0.155 / 0.175 / 0.200 / 0.220 / 0.260 |
| K1.3.2 | 可锻铸铁,珠光体,230 HB | 55 | 0.055 / 0.090 / 0.115 / 0.135 / 0.155 / 0.175 / 0.190 / 0.230 |
| N1.1.1 | 变形铝合金,非热处理强化,60 HB | 160 | 0.155 / 0.260 / 0.325 / 0.385 / 0.440 / 0.495 / 0.550 / 0.650 |
| N1.1.2 | 变形铝合金,热处理强化,100 HB | 160 | 0.155 / 0.260 / 0.325 / 0.385 / 0.440 / 0.495 / 0.550 / 0.650 |
| N2.1.1 | 铸造铝合金,非热处理强化,≤12% Si,75 HB | 140 | 0.155 / 0.260 / 0.325 / 0.385 / 0.440 / 0.495 / 0.550 / 0.650 |
| N2.1.2 | 铸造铝合金,热处理强化,≤12% Si,90 HB | 140 | 0.155 / 0.260 / 0.325 / 0.385 / 0.440 / 0.495 / 0.550 / 0.650 |
| N2.1.3 | 铸造铝合金,非热处理强化,>12% Si,130 HB | 120 | 0.130 / 0.220 / 0.275 / 0.325 / 0.375 / 0.420 / 0.465 / 0.555 |