6491系列硬质合金内冷微钻
用于微小孔精密加工-15倍径
专为不锈钢和难加工材料设计的内冷整体硬质合金微钻。专门针对不锈钢和难加工材料开发的Perrox涂层,具有高的耐磨性和抗粘附性,能显著提升刀具寿命和切削性能。
| 属性 | 参数 |
|---|---|
| 系列 | 微型精密钻头 (Micro-Precision Drill) |
| 产品编号 | 6491 |
| 钻头类型 | 内冷孔 (Coolant Through) |
| 主要材质 | 整体硬质合金 (Solid Carbide) |
| 钻头涂层 | Perrox |
| 直径范围 | 1.0 mm 至 3.0 mm |
| 钻孔深度 | 15 × D |
| 刃部直径公差 | h7 |
| 顶角 | 135° |
| 柄部形式 | HA型直柄(DIN 6535-HA) |
| 刃数 | 2刃螺旋 |
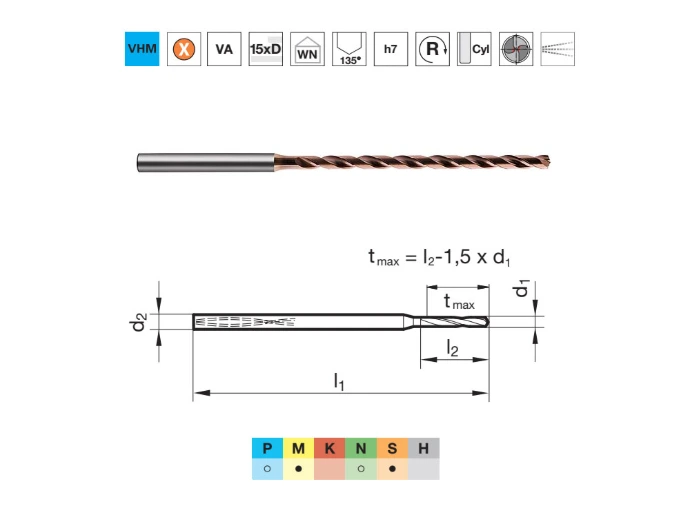
核心设计:专门针对不锈钢、钛合金、高温合金等材料的深孔加工挑战进行了优化。采用 小平面钻尖磨削 (facet point grind)、略微凹形的主切削刃以及从直径1.0mm开始的横刃修磨 (web thinning)。这种组合保证了良好的定心精度,并显著改善了深孔加工中最关键的排屑效果。钻尖角:135°,增强了钻尖的强度,提高了在难加工材料中的穿透力和耐磨性。使用引导钻:为确保钻孔精度,建议先用6487或6488系列进行引导钻孔。
适用材料(根据 ISO 513 标准): 不锈钢/耐酸/耐热钢 • 钛及钛合金 • 因科镍合金、哈氏合金、蒙乃尔合金 • 铜、黄铜和青铜合金
规格参数
| 直径d1 (mm) | 柄径d2 h6 (mm) | 总长l1 (mm) | 刃长l2 (mm) | 型号 | 编号 |
| 1 | 3 | 54 | 18 | 6491 1.000 | 9064910010000 |
| 1.05 | 3 | 54 | 18.9 | 6491 1.050 | 9064910010500 |
| 1.1 | 3 | 54 | 19.8 | 6491 1.100 | 9064910011000 |
| 1.15 | 3 | 54 | 20.7 | 6491 1.150 | 9064910011500 |
| 1.19 | 3 | 54 | 21.5 | 6491 1.190 | 9064910011900 |
| 1.2 | 3 | 58 | 21.6 | 6491 1.200 | 9064910012000 |
| 1.25 | 3 | 58 | 22.5 | 6491 1.250 | 9064910012500 |
| 1.3 | 3 | 58 | 23.4 | 6491 1.300 | 9064910013000 |
| 1.35 | 3 | 58 | 24.3 | 6491 1.350 | 9064910013500 |
| 1.4 | 4 | 64 | 25.2 | 6491 1.400 | 9064910014000 |
| 1.45 | 4 | 64 | 26.1 | 6491 1.450 | 9064910014500 |
| 1.5 | 4 | 64 | 27 | 6491 1.500 | 9064910015000 |
| 1.55 | 4 | 64 | 27.9 | 6491 1.550 | 9064910015500 |
| 1.59 | 4 | 64 | 28.7 | 6491 1.590 | 9064910015900 |
| 1.6 | 4 | 64 | 28.8 | 6491 1.600 | 9064910016000 |
| 1.65 | 4 | 64 | 29.7 | 6491 1.650 | 9064910016500 |
| 1.7 | 4 | 71 | 30.6 | 6491 1.700 | 9064910017000 |
| 1.75 | 4 | 71 | 31.5 | 6491 1.750 | 9064910017500 |
| 1.8 | 4 | 71 | 32.4 | 6491 1.800 | 9064910018000 |
| 1.85 | 4 | 71 | 33.3 | 6491 1.850 | 9064910018500 |
| 1.9 | 4 | 71 | 34.2 | 6491 1.900 | 9064910019000 |
| 1.95 | 4 | 71 | 35.1 | 6491 1.950 | 9064910019500 |
| 1.98 | 4 | 71 | 35.7 | 6491 1.980 | 9064910019800 |
| 2 | 4 | 71 | 36 | 6491 2.000 | 9064910020000 |
| 2.05 | 4 | 71 | 36.9 | 6491 2.050 | 9064910020500 |
| 2.1 | 4 | 79 | 37.8 | 6491 2.100 | 9064910021000 |
| 2.15 | 4 | 79 | 38.7 | 6491 2.150 | 9064910021500 |
| 2.2 | 4 | 79 | 39.6 | 6491 2.200 | 9064910022000 |
| 2.25 | 4 | 79 | 40.5 | 6491 2.250 | 9064910022500 |
| 2.3 | 4 | 79 | 41.4 | 6491 2.300 | 9064910023000 |
| 2.35 | 4 | 79 | 42.3 | 6491 2.350 | 9064910023500 |
| 2.38 | 4 | 79 | 42.9 | 6491 2.380 | 9064910023800 |
| 2.4 | 4 | 79 | 43.2 | 6491 2.400 | 9064910024000 |
| 2.45 | 4 | 79 | 44.1 | 6491 2.450 | 9064910024500 |
| 2.5 | 4 | 79 | 45 | 6491 2.500 | 9064910025000 |
| 2.55 | 4 | 79 | 45.9 | 6491 2.550 | 9064910025500 |
| 2.6 | 4 | 87 | 46.8 | 6491 2.600 | 9064910026000 |
| 2.65 | 4 | 87 | 47.7 | 6491 2.650 | 9064910026500 |
| 2.7 | 4 | 87 | 48.6 | 6491 2.700 | 9064910027000 |
| 2.75 | 4 | 87 | 49.5 | 6491 2.750 | 9064910027500 |
| 2.78 | 4 | 87 | 50.1 | 6491 2.780 | 9064910027800 |
| 2.8 | 4 | 87 | 50.4 | 6491 2.800 | 9064910028000 |
| 2.85 | 4 | 87 | 51.3 | 6491 2.850 | 9064910028500 |
| 2.9 | 4 | 87 | 52.2 | 6491 2.900 | 9064910029000 |
| 2.95 | 4 | 87 | 53.1 | 6491 2.950 | 9064910029500 |
| 3 | 4 | 87 | 54 | 6491 3.000 | 9064910030000 |
切削参数 >6 xD 在不同公称直径(Ø 1 \1.2\ 1.5\ 1.8\ 2\ 2.2\ 2.5\ 3mm)下,对应的每转进给量 f(单位 mm/rev)。
| 材料组 | 材料描述 | Vc (m/min) | 进给量 f (mm/rev) |
|---|---|---|---|
| P1.1.1 | 非合金钢,退火,0.15% C,抗拉强度 420 N/mm²,125 HB | 100 | 0.0300 / 0.0360 / 0.0450 / 0.0540 / 0.0600 / 0.0660 / 0.0750 / 0.0900 |
| P1.1.2 | 非合金钢,热处理,0.15% C,抗拉强度 420 N/mm²,125 HB | 90 | 0.0270 / 0.0325 / 0.0405 / 0.0485 / 0.0540 / 0.0595 / 0.0675 / 0.0810 |
| P1.1.3 | 非合金钢,退火,0.45% C,抗拉强度 640 N/mm²,190 HB | 90 | 0.0270 / 0.0325 / 0.0405 / 0.0485 / 0.0540 / 0.0595 / 0.0675 / 0.0810 |
| P1.1.4 | 非合金钢,热处理,0.45% C,抗拉强度 640 N/mm²,190 HB | 85 | 0.0255 / 0.0305 / 0.0385 / 0.0460 / 0.0510 / 0.0560 / 0.0640 / 0.0765 |
| P1.1.5 | 非合金钢,热处理,0.45% C,抗拉强度 850 N/mm²,250 HB | 85 | 0.0255 / 0.0305 / 0.0385 / 0.0460 / 0.0510 / 0.0560 / 0.0640 / 0.0765 |
| P1.1.6 | 非合金钢,退火,0.75% C,抗拉强度 915 N/mm²,270 HB | 80 | 0.0240 / 0.0290 / 0.0360 / 0.0430 / 0.0480 / 0.0530 / 0.0600 / 0.0720 |
| P1.1.7 | 非合金钢,热处理,0.75% C,抗拉强度 1020 N/mm²,300 HB | 75 | 0.0225 / 0.0270 / 0.0340 / 0.0405 / 0.0450 / 0.0495 / 0.0560 / 0.0675 |
| P2.1.1 | 低合金钢,退火,抗拉强度 610 N/mm²,180 HB | 90 | 0.0300 / 0.0360 / 0.0450 / 0.0540 / 0.0600 / 0.0660 / 0.0750 / 0.0900 |
| P2.1.2 | 低合金钢,热处理,抗拉强度 930 N/mm²,275 HB | 90 | 0.0300 / 0.0360 / 0.0450 / 0.0540 / 0.0600 / 0.0660 / 0.0750 / 0.0900 |
| P2.1.3 | 低合金钢,热处理,抗拉强度 1020 N/mm²,300 HB | 75 | 0.0255 / 0.0305 / 0.0385 / 0.0460 / 0.0510 / 0.0560 / 0.0640 / 0.0765 |
| P2.1.4 | 低合金钢,热处理,抗拉强度 1190 N/mm²,350 HB | 70 | 0.0225 / 0.0270 / 0.0340 / 0.0405 / 0.0450 / 0.0495 / 0.0560 / 0.0675 |
| P3.1.1 | 高合金钢和工具钢,退火,抗拉强度 680 N/mm²,200 HB | 70 | 0.0300 / 0.0360 / 0.0450 / 0.0540 / 0.0600 / 0.0660 / 0.0750 / 0.0900 |
| P3.1.2 | 高合金钢和工具钢,淬火并回火,抗拉强度 1100 N/mm²,325 HB | 60 | 0.0255 / 0.0305 / 0.0385 / 0.0460 / 0.0510 / 0.0560 / 0.0640 / 0.0765 |
| M1.1.1 | 不锈钢,铁素体/马氏体,含易切削添加剂 | 100 | 0.0370 / 0.0445 / 0.0555 / 0.0665 / 0.0740 / 0.0815 / 0.0925 / 0.1110 |
| M1.1.2 | 不锈钢,铁素体/马氏体,退火,抗拉强度 680 N/mm²,200 HB | 90 | 0.0335 / 0.0400 / 0.0500 / 0.0600 / 0.0665 / 0.0735 / 0.0830 / 0.1000 |
| M1.1.3 | 不锈钢,铁素体/马氏体,热处理,抗拉强度 810 N/mm²,240 HB | 85 | 0.0315 / 0.0375 / 0.0470 / 0.0565 / 0.0630 / 0.0690 / 0.0785 / 0.0945 |
| M2.1.1 | 不锈钢,奥氏体,淬火,180 HB | 80 | 0.0300 / 0.0360 / 0.0450 / 0.0540 / 0.0600 / 0.0660 / 0.0750 / 0.0900 |
| M2.2.1 | 双相不锈钢,高强度不锈钢 | 70 | 0.0255 / 0.0305 / 0.0385 / 0.0460 / 0.0510 / 0.0560 / 0.0640 / 0.0765 |
| N1.1.1 | 变形铝合金,非热处理强化,60 HB | 300 | 0.0400 / 0.0480 / 0.0600 / 0.0720 / 0.0800 / 0.0880 / 0.1000 / 0.1200 |
| N1.1.2 | 变形铝合金,热处理强化,100 HB | 300 | 0.0400 / 0.0480 / 0.0600 / 0.0720 / 0.0800 / 0.0880 / 0.1000 / 0.1200 |
| N2.1.1 | 铸造铝合金,非热处理强化,≤12% Si,75 HB | 200 | 0.0600 / 0.0720 / 0.0900 / 0.1080 / 0.1200 / 0.1320 / 0.1500 / 0.1800 |
| N2.1.2 | 铸造铝合金,热处理强化,≤12% Si,90 HB | 200 | 0.0600 / 0.0720 / 0.0900 / 0.1080 / 0.1200 / 0.1320 / 0.1500 / 0.1800 |
| N2.1.3 | 铸造铝合金,非热处理强化,>12% Si,130 HB | 170 | 0.0510 / 0.0610 / 0.0765 / 0.0920 / 0.1020 / 0.1120 / 0.1275 / 0.1530 |
| N3.1.1 | 铜和铜合金:易切削合金,Pb > 1% | 150 | 0.0300 / 0.0360 / 0.0450 / 0.0540 / 0.0600 / 0.0660 / 0.0750 / 0.0900 |
| N3.1.2 | 铜和铜合金:CuZn,CuSnZn | 130 | 0.0255 / 0.0305 / 0.0385 / 0.0460 / 0.0510 / 0.0560 / 0.0640 / 0.0765 |
| N3.1.3 | 铜和铜合金:CuSn,无铅铜,电解铜 | 120 | 0.0240 / 0.0290 / 0.0360 / 0.0430 / 0.0480 / 0.0530 / 0.0600 / 0.0720 |
| S1.1.1 | 耐热合金,铁基,退火,200 HB | 50 | 0.0200 / 0.0240 / 0.0300 / 0.0360 / 0.0400 / 0.0440 / 0.0500 / 0.0600 |
| S1.1.2 | 耐热合金,铁基,时效处理,280 HB | 40 | 0.0160 / 0.0190 / 0.0240 / 0.0290 / 0.0320 / 0.0350 / 0.0400 / 0.0480 |
| S1.1.3 | 耐热合金,镍基或钴基,退火,250 HB | 45 | 0.0200 / 0.0240 / 0.0300 / 0.0360 / 0.0400 / 0.0440 / 0.0500 / 0.0600 |
| S1.1.4 | 耐热合金,镍基或钴基,时效处理,350 HB | 30 | 0.0140 / 0.0170 / 0.0210 / 0.0250 / 0.0280 / 0.0310 / 0.0350 / 0.0420 |
| S1.1.5 | 耐热合金,镍基或钴基,铸造,320 HB | 30 | 0.0140 / 0.0170 / 0.0210 / 0.0250 / 0.0280 / 0.0310 / 0.0350 / 0.0420 |
| S2.1.1 | 钛合金,纯钛,抗拉强度 400 N/mm² | 40 | 0.0120 / 0.0145 / 0.0180 / 0.0215 / 0.0240 / 0.0265 / 0.0300 / 0.0360 |
| S2.1.2 | 钛合金,α相和β相合金,时效处理,抗拉强度 1050 N/mm² | 30 | 0.0095 / 0.0115 / 0.0145 / 0.0175 / 0.0190 / 0.0210 / 0.0240 / 0.0290 |