
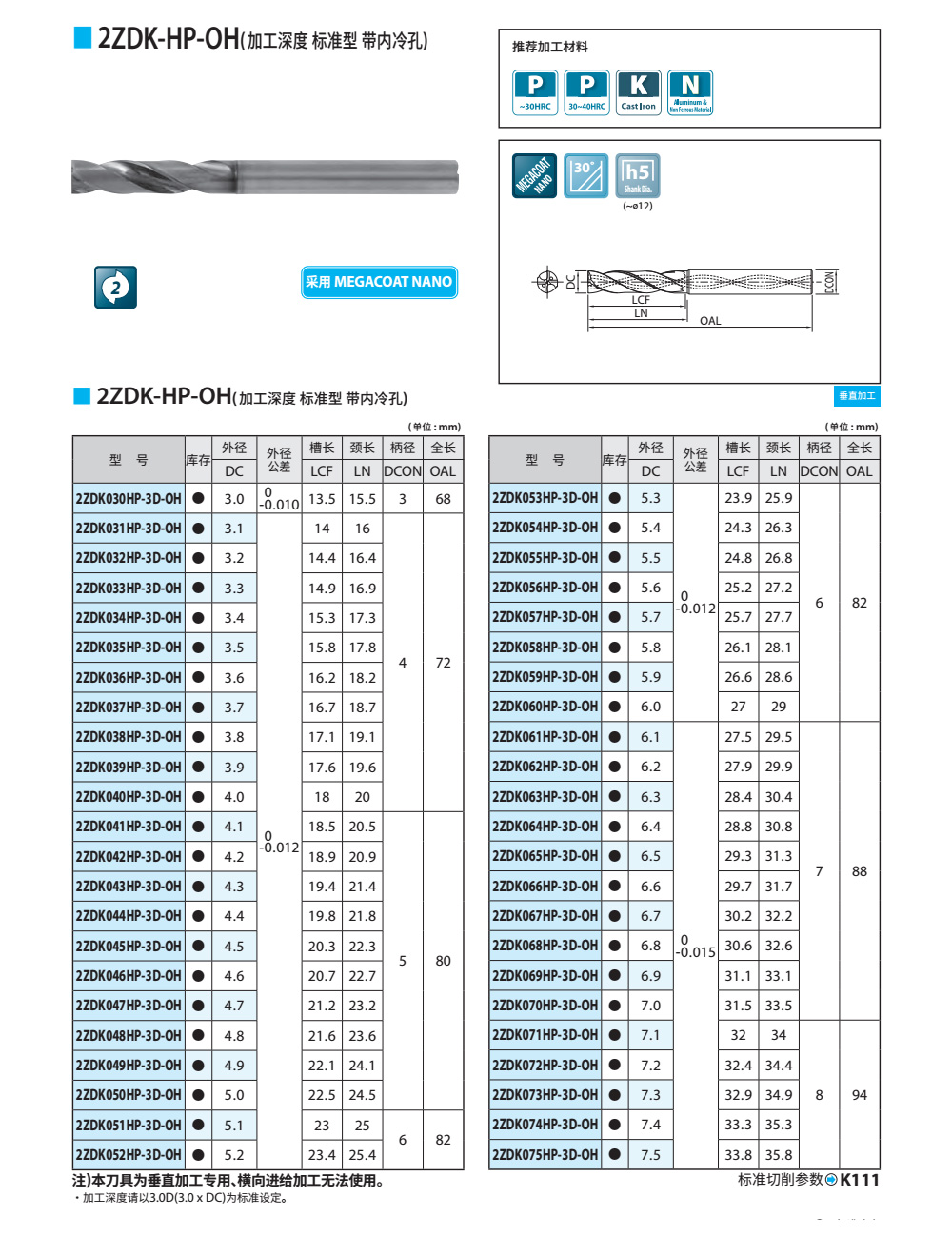
5.8mm内冷平头锪孔钻头2ZDK058HP-3D-OH
5.8mm内冷平头锪孔钻头2ZDK058HP-3D-OH孔的矫正、钻头加工后的底面精加工、斜面的惚孔·导孔加工、即使是带前端角钻头难以加工的工件形状2ZDK-HP仍可实现稳定的孔加工精度,对圆柱面·曲面进行开孔加工
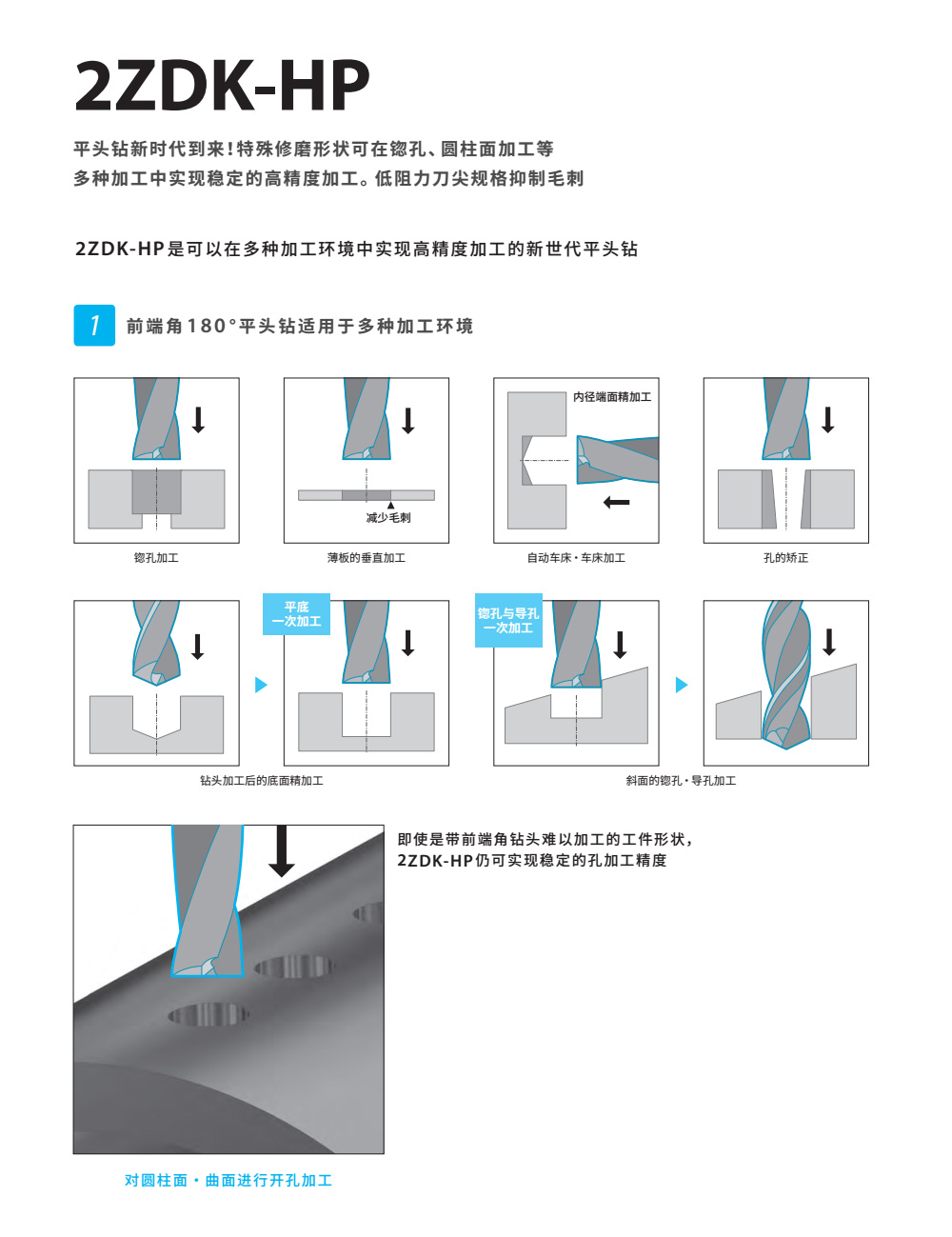
锪孔平头钻新时代到来!特殊修磨形状可在孔、圆柱面加工等多种加工中实现稳定的高精度加工。低阻力刀尖规格抑制毛刺
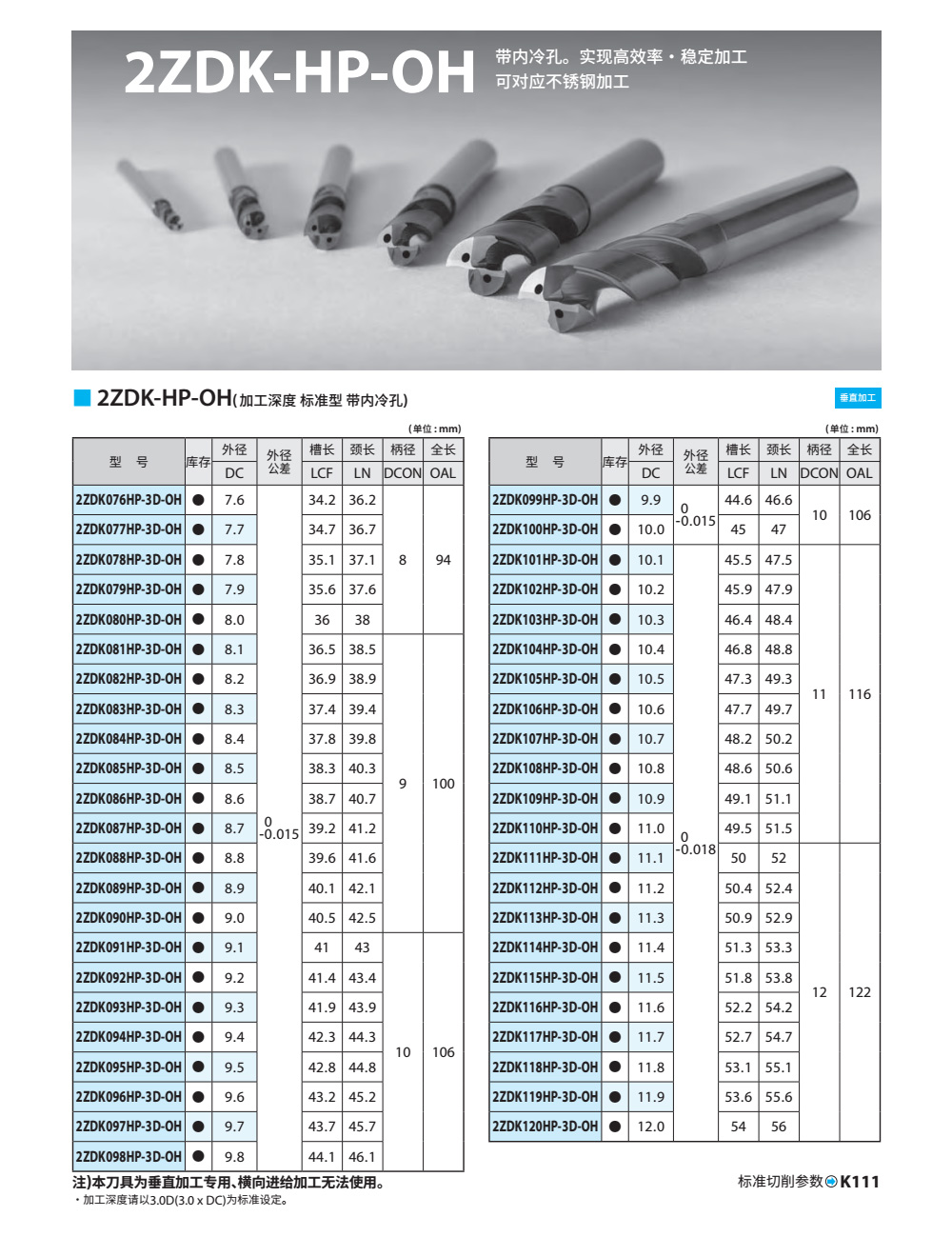
ZDK-HP-3D-OH是可以在多种加工环境中实现高精度加工的新世代平头钻。
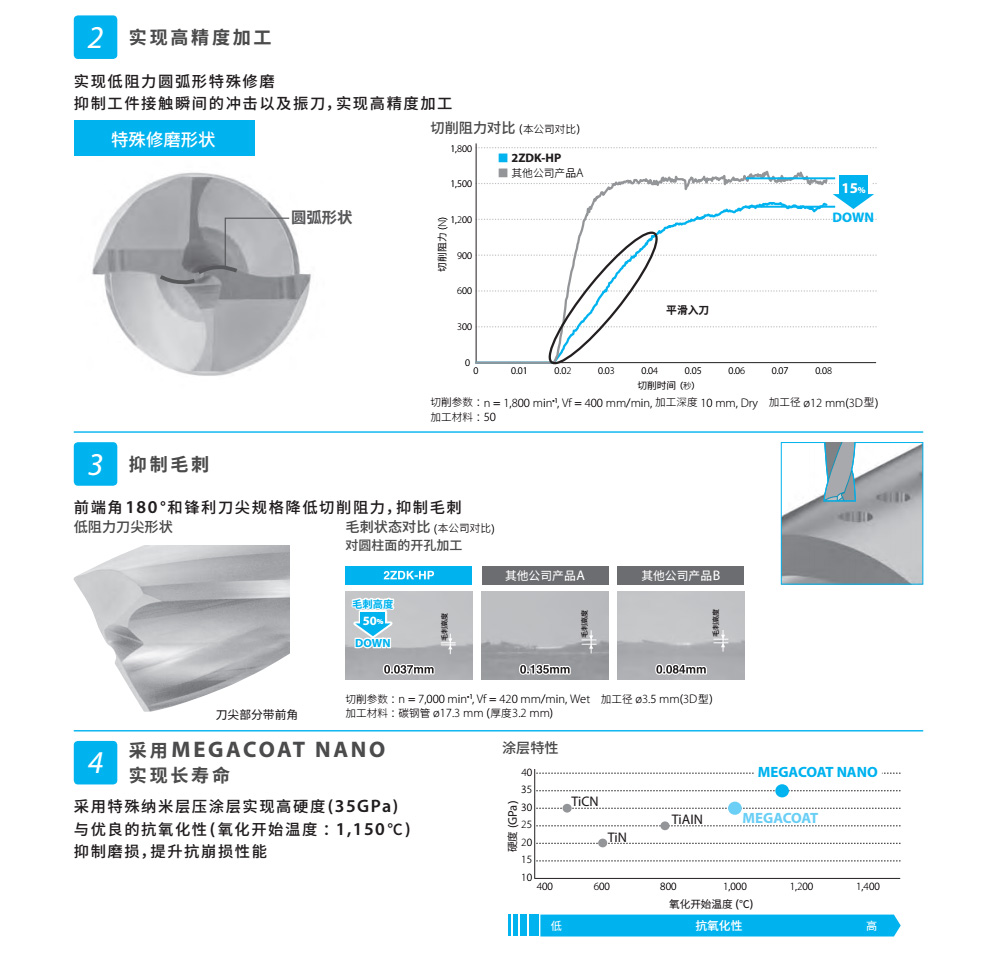
前端角180°平头钻适用于多种加工环境 抑制毛刺 30度螺旋角。
锪孔加工、薄板的垂直加工、自动车床·车床加工、孔的矫正、钻头加工后的底面精加工、斜面的惚孔·导孔加工、即使是带前端角钻头难以加工的工件形状2ZDK-HP仍可实现稳定的孔加工精度,对圆柱面·曲面进行开孔加工
- HSS高速钢钻头\粉末合金钻头。
- 整体硬质合金钻头、平底钻头、深孔钻头。
- 内冷钻头、外冷钻头、涂层钻头。
- 适用范围广:钢件、不锈钢、铸铁、铝合金、钛合金、镍合金、淬火钢、复合材料加工。
-
 VSDD1300
VSDD1300 -
VSDD1290
-
VSDD1280
-
2ZDK057HP-3D-OH
-
2ZDK056HP-3D-OH
-
2ZDK055HP-3D-OH
-
 3JIR19WVCB 用于车床上螺纹加工的 J 型刀片
3JIR19WVCB 用于车床上螺纹加工的 J 型刀片 -
3JIR19BSPTVCB 用于车床上螺纹加工的 J 型刀片
-
 490-032A25-08L
490-032A25-08L -
490-028A25L-08L
-
490-025A25-08M
-
 3AFK030-045-090
3AFK030-045-090 -
 3NESM120-250-12
3NESM120-250-12 -
3NESM100-220-10
-
C0453701.0277 Rekord 2D-Z-TIN 机用丝锥 M10x1,25-6HX
-
C020A601.0277 Rekord 2B-Z-PM-GLT-1 机用丝锥 M10x1,25-6HX
-
C0208F01.0277 Rekord 2B-Z-PM-TIN-70 机用丝锥 M10x1,25-6HX
-
727 40.000合金直槽机用铰刀40.0mm H7
-
727 38.000合金直槽机用铰刀38.0mm H7
-
727 36.000合金直槽机用铰刀36.0mm H7
-
 左偏小孔端面圆弧槽刀A06.0250.15.02 AV L X800
左偏小孔端面圆弧槽刀A06.0250.15.02 AV L X800 -
右偏小孔端面圆弧槽刀A06.0250.15.01 AV R X800
-
右偏小孔端面圆弧槽刀A06.0250.15.01 AV R X400
-
705 22.000锥柄硬质合金头麻花钻 22.0mm h8 DIN 8041 光亮处理
-
705 21.500锥柄硬质合金头麻花钻 21.5mm h8 DIN 8041 光亮处理
-
705 21.000锥柄硬质合金头麻花钻 21.0mm h8 DIN 8041 光亮处理
-
18倍径整体合金内冷钻头 8.5mm h7 6509 8.500
-
18倍径整体合金内冷钻头 8.330mm h7 6509 8.330
-
17倍径整体合金内冷钻头 8mm h7 6509 8.000
-
不锈钢车刀片CCMT 09T304EN-SM CTC2135
-
不锈钢车刀片CCMT 060204EN-SM CTC2135
-
B3230.N6.36-40.Z1.TC11.S精镗刀
-
B3230.N6.36-40.Z1.TC11.M精镗刀
-
A0021.0 HSS TIN 直柄麻花钻头DIN 338 1.00 mm
-
A100N78 HSS ST 直柄麻花钻头DIN 338 N78
