
5倍径3.9mm整体硬质合钻头460.1-0390-020A1-XM GC34
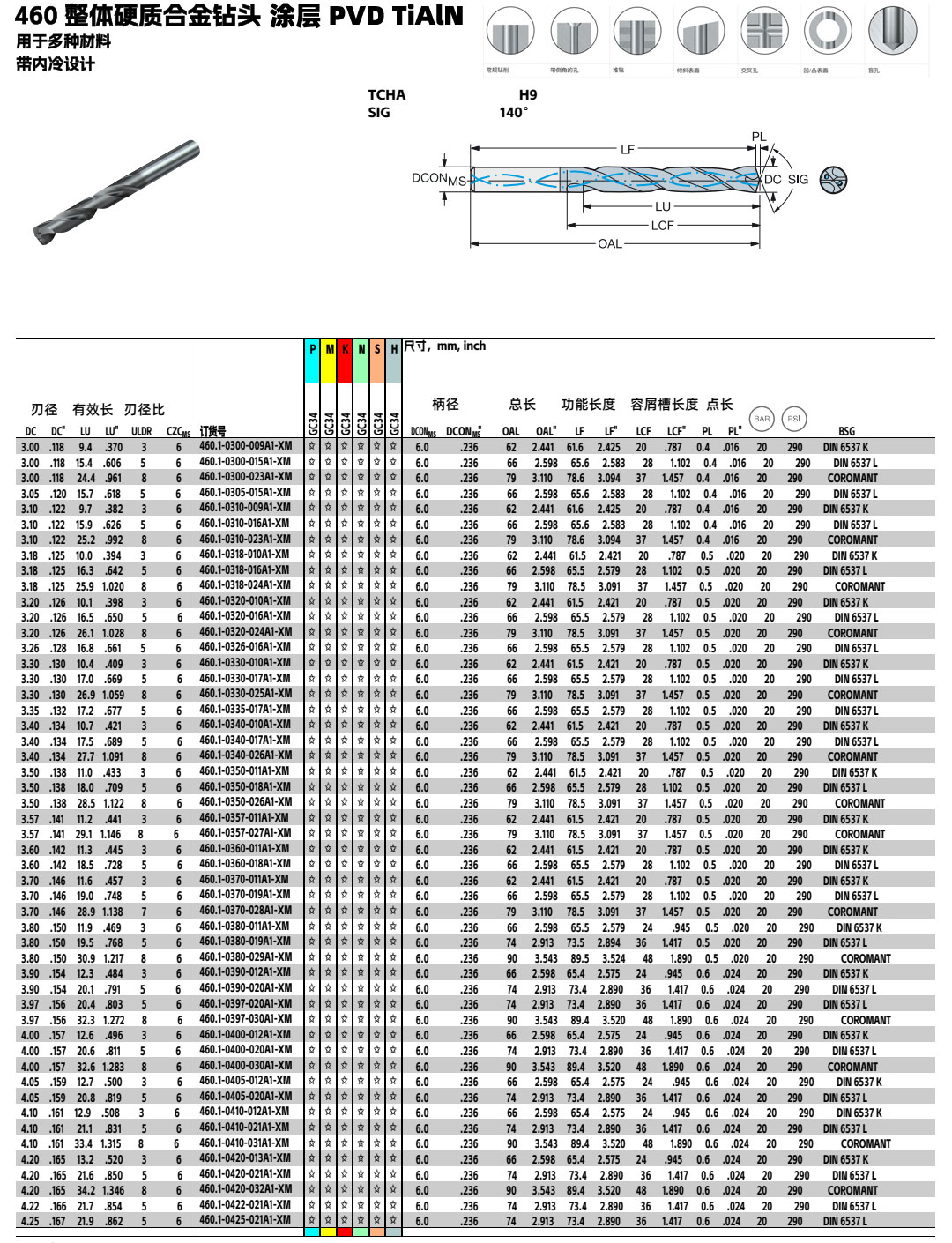

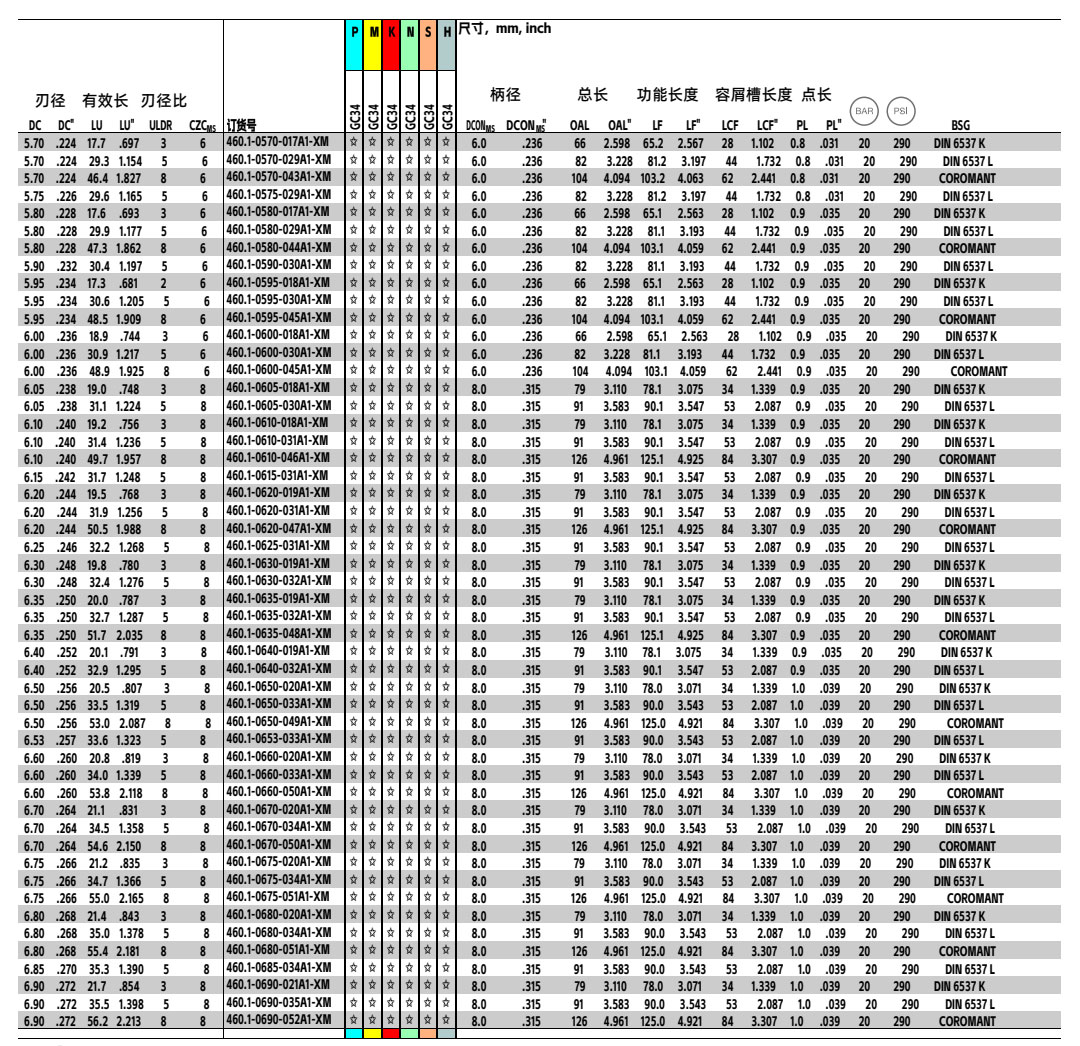
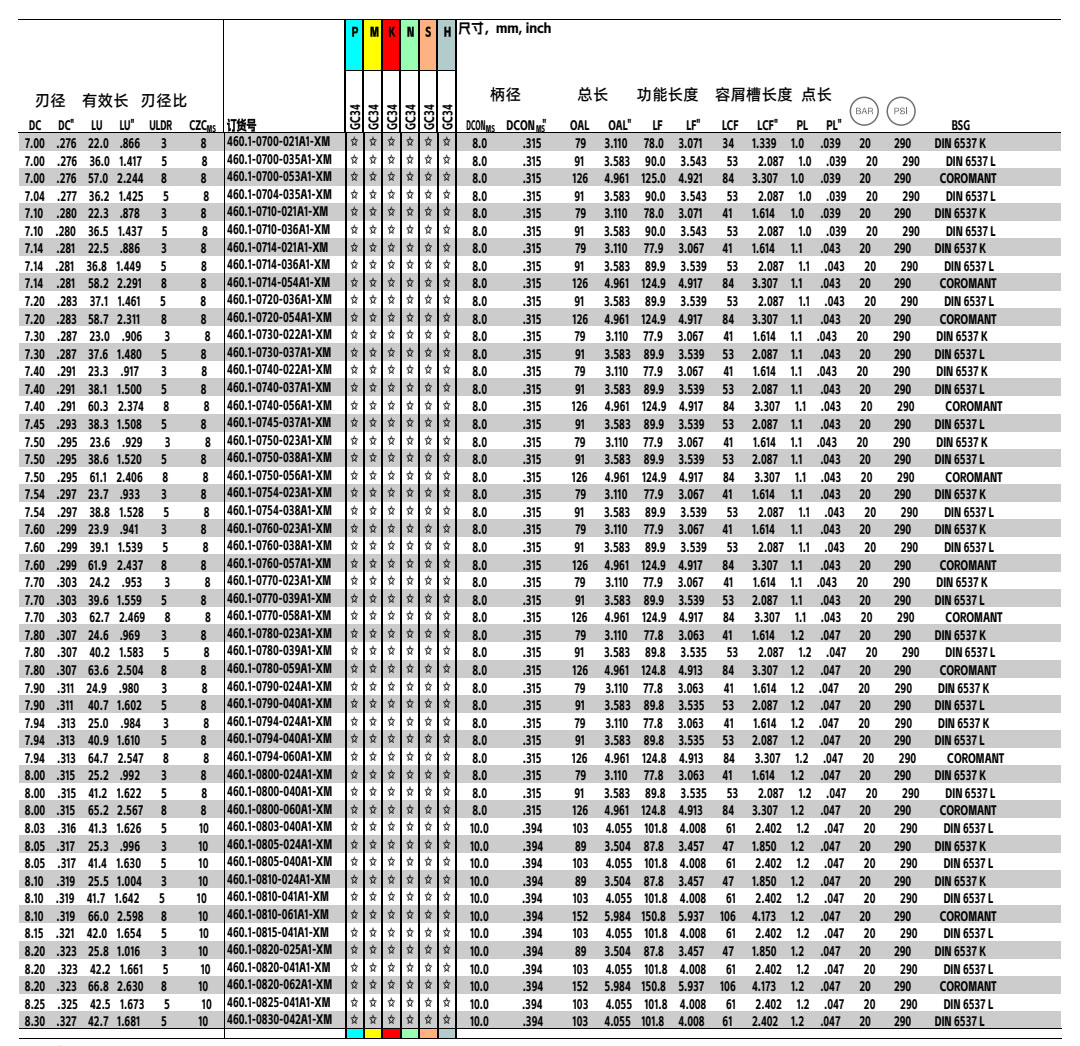
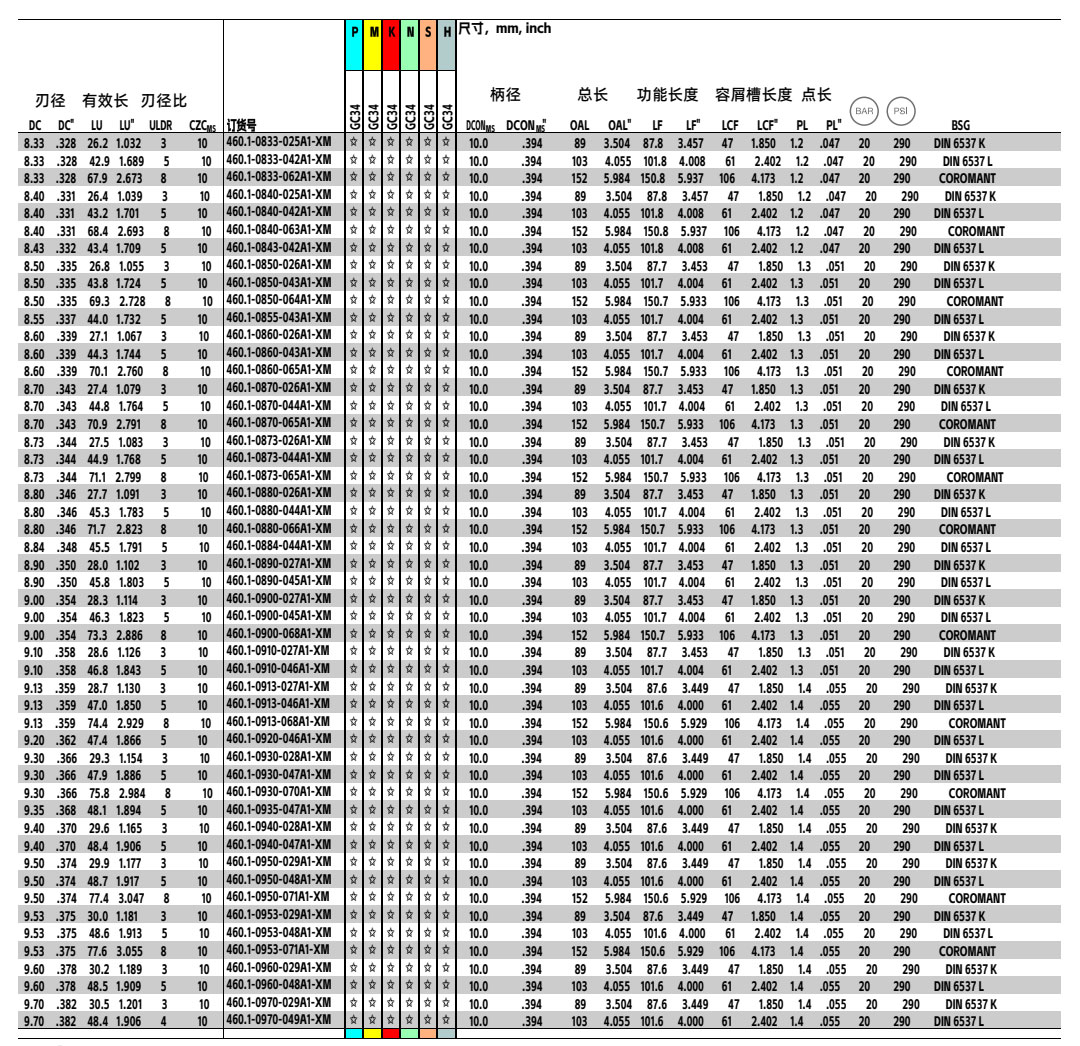
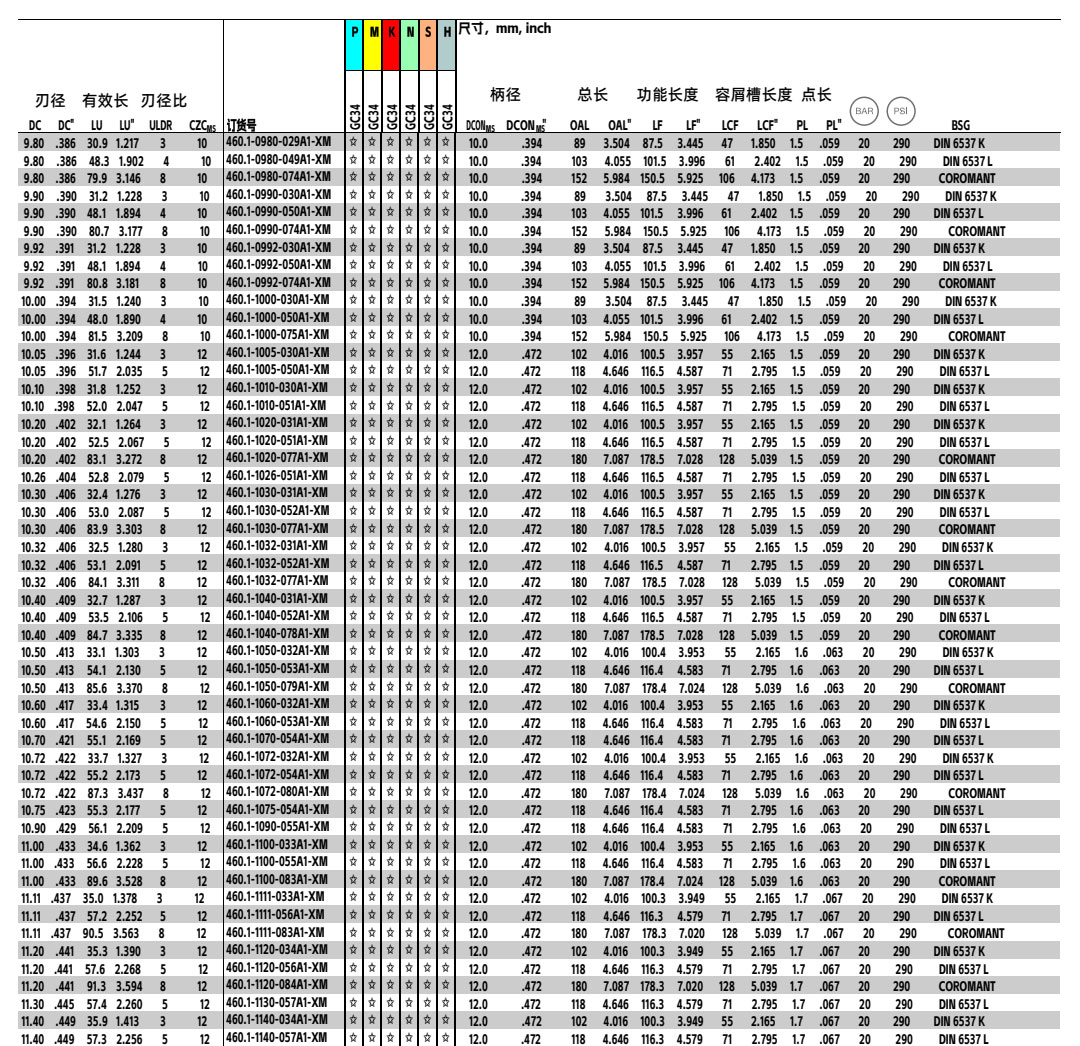
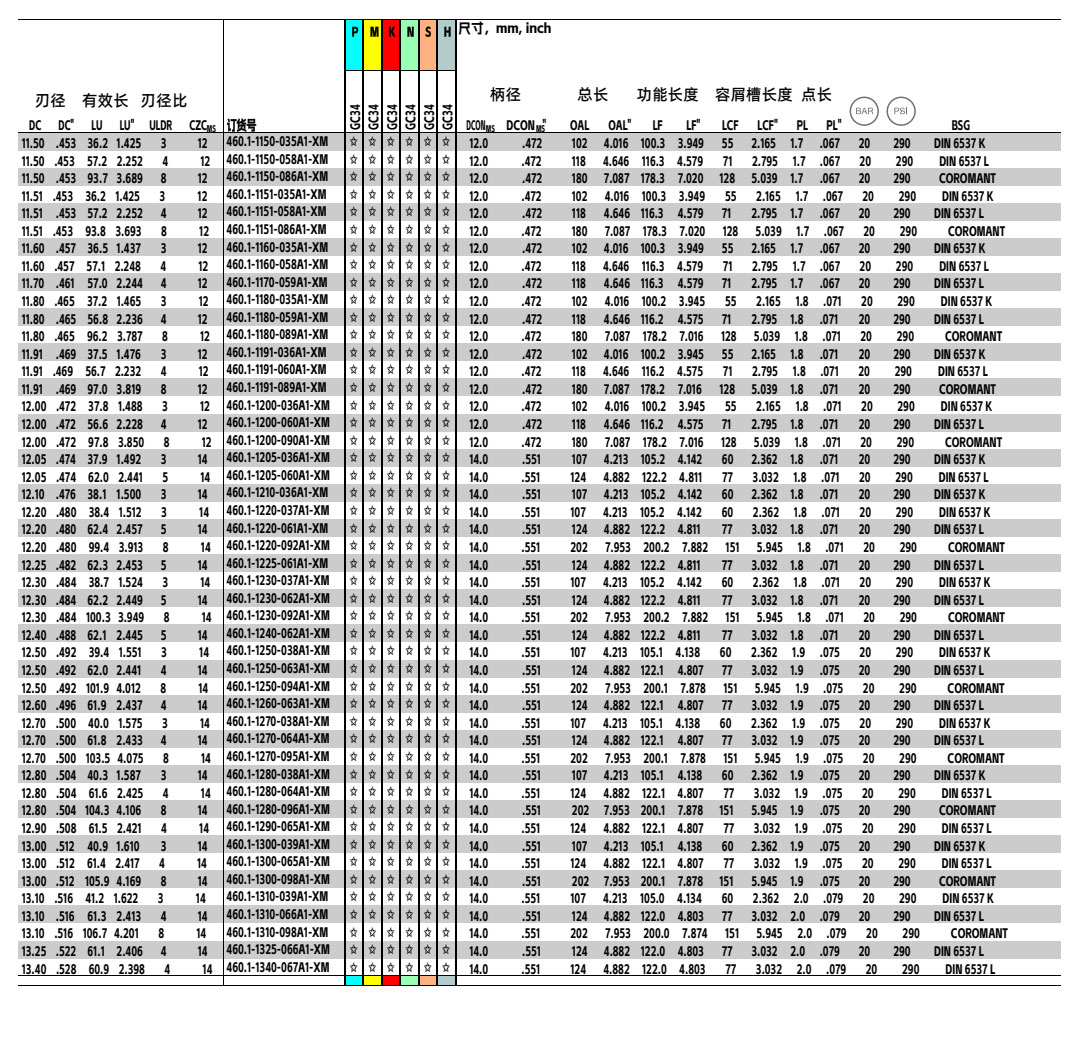
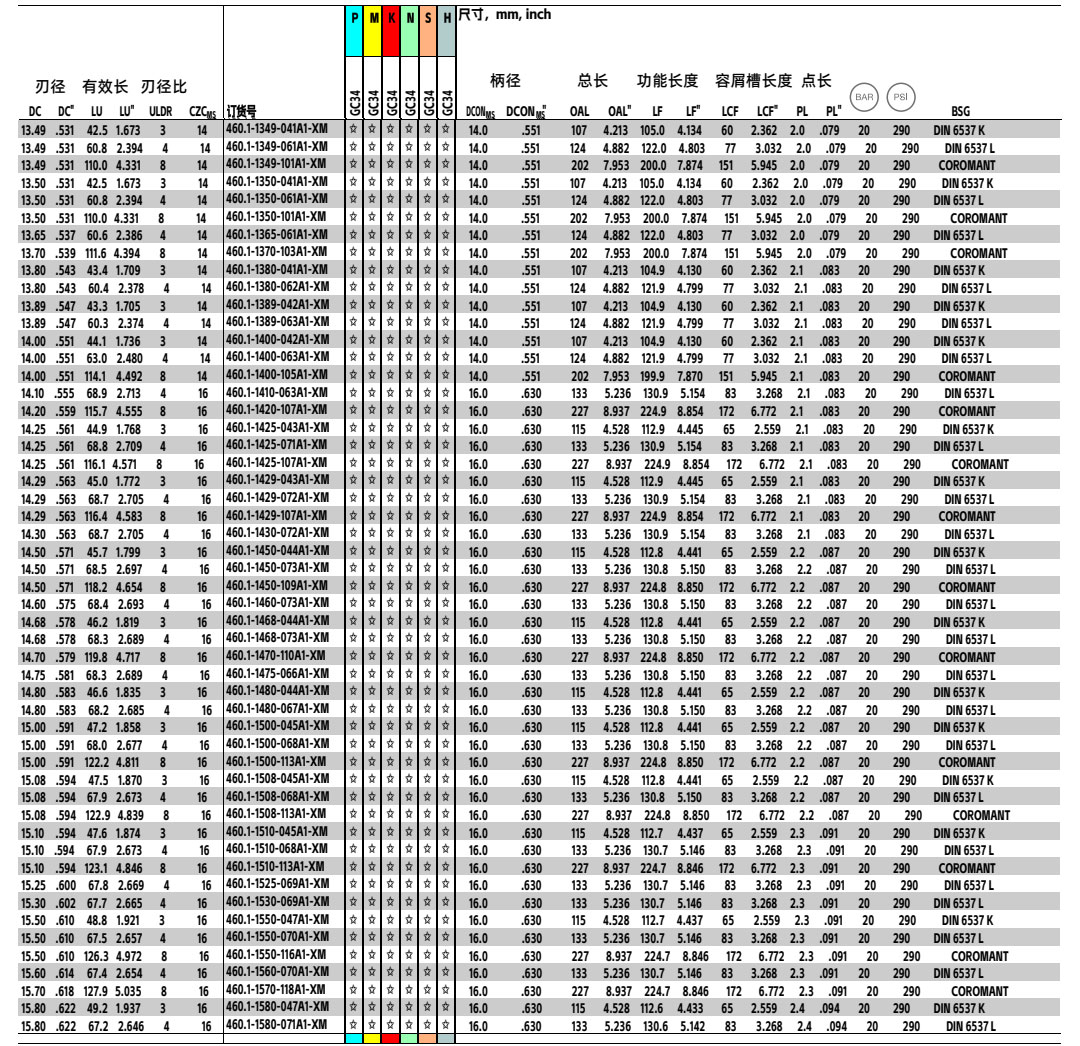
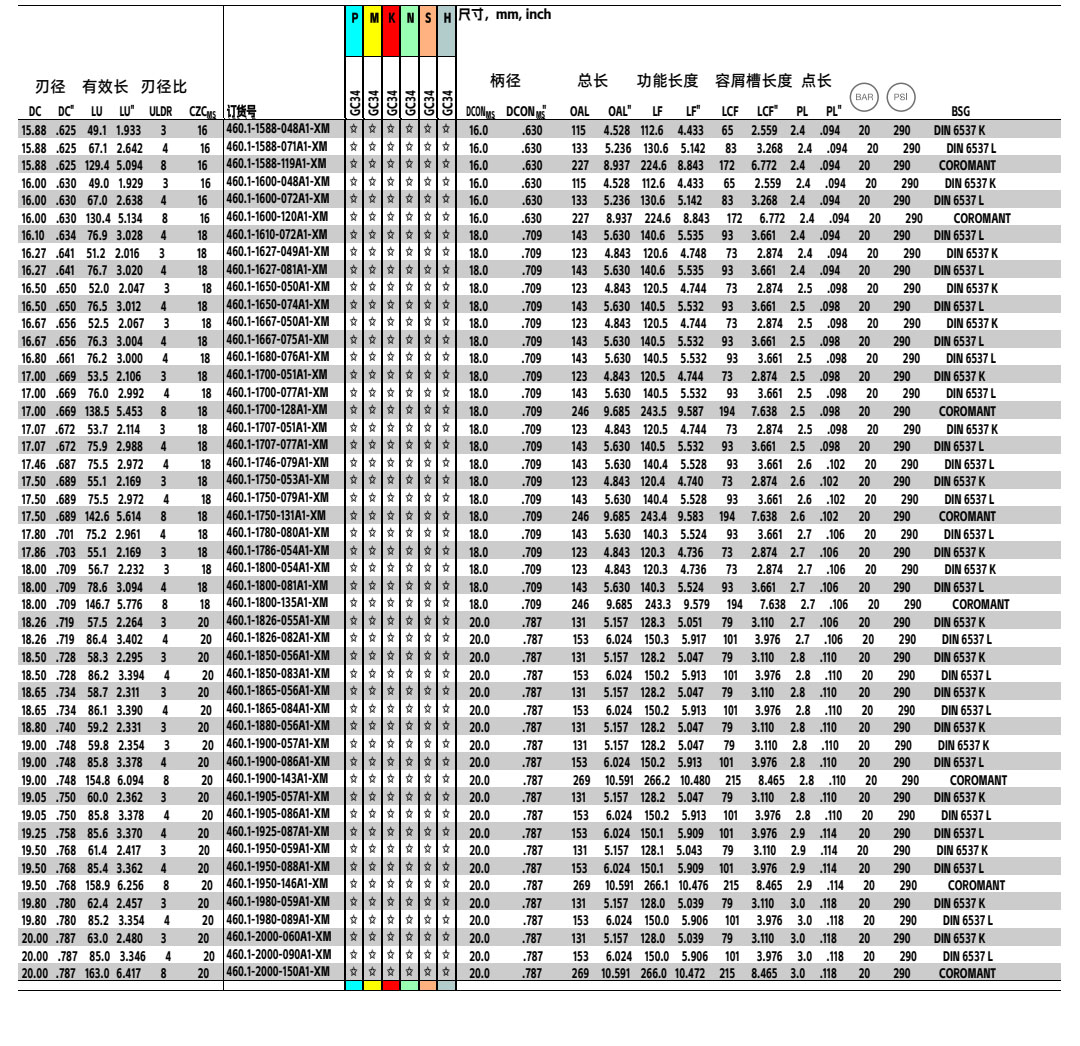
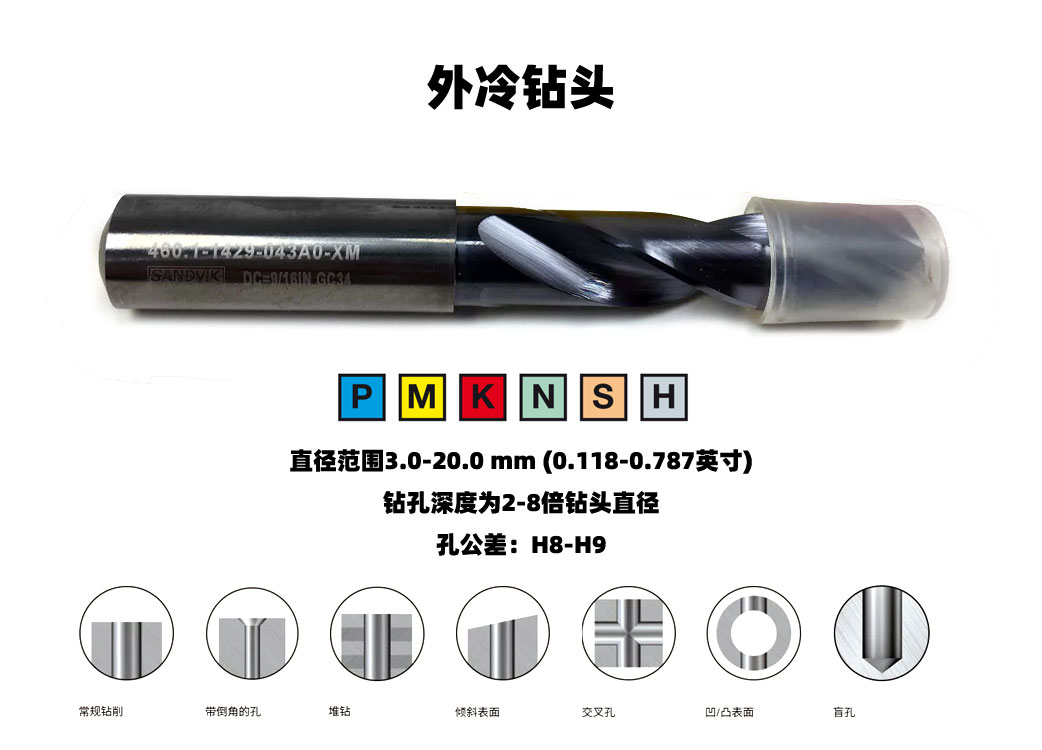
460.1-A1-XM内冷钨钢钻头,通用高性能整体硬质合金钻头多应用钻削140º的顶角非常适合多应用钻削,具有良好的定心能力和低轴向力。耐磨性和刀具寿命,微晶粒硬质合金实现了硬度与韧性的出色结合,因此可确保极高的耐磨性和更长的刀具寿命。涂层经过了特殊处理,减小了摩擦系数。 排屑:高强度平行芯厚与大的容屑槽空间组合增强了排屑效果。 特性与益处 - 高生产效率和一致的刀具寿命 - 质量过硬的超值之选 - 出众的孔质量 - 更低的刀具使用成本 - 最多可以重磨 3 次,从而进一步延长刀具寿命 - 20 巴冷却液压力 直径范围3.0-20.0 mm (0.118-0.787英寸);钻孔深度为2-8倍钻头直径 孔公差:H8-H9;应用:适用于通用机械工程、模具、汽车、能源和发电业等所有行业的各种材料 内冷却和外冷却设计。可加工、钢件、不锈钢、铸铁、铝合金、高温合金、淬火钢。常规钻削、带倒角的孔、堆钻、倾斜表面、交叉孔、凹/凸表面、盲孔。直径3.00 3.05 3.10 3.18 3.20 3.26 3.30 3.35 3.40 3.50 3.57 3.60 3.70 3.80 3.90 3.97 4.00 4.05 4.10 4.20 4.22 4.25 4.30 4.37 4.40 4.50 4.60 4.70 4.76 4.80 4.85 4.90 5.00 5.05 5.10 5.16 5.20 5.25 5.31 5.41 5.50 5.56 5.60 5.70 5.75 5.80 5.90 5.95 6.00 6.05 6.10 6.15 6.20 6.25 6.30 6.35 6.40 6.50 6.53 6.60 6.70 6.75 6.80 6.85 6.90 7.00 7.04 7.10 7.14 7.20 7.30 7.40 7.45 7.50 7.54 7.60 7.70 7.80 7.90 7.94 8.00 8.03 8.05 8.10 8.15 8.20 8.25 8.30 8.33 8.40 8.43 8.50 8.55 8.60 8.70 8.73 8.80 8.84 8.90 9.00 9.10 9.13 9.20 9.30 9.35 9.40 9.50 9.53 9.60 9.70 9.80 9.90 9.92 10.00 10.05 10.10 10.20 10.26 10.30 10.32 10.40 10.50 10.60 10.70 10.72 10.75 10.90 11.00 11.11 11.20 11.30 11.40 11.50 11.51 11.60 11.70 11.80 11.91 12.00 12.05 12.10 12.20 12.25 12.30 12.40 12.50 12.60 12.70 12.80 12.90 13.00 13.10 13.25 13.40 13.49 13.50 13.65 13.70 13.80 13.89 14.00 14.10 14.20 14.25 14.29 14.30 14.50 14.60 14.68 14.70 14.75 14.80 15.00 15.08 15.10 15.25 15.30 15.50 15.60 15.70 15.80 15.88 16.00 16.10 16.27 16.50 16.67 16.80 17.00 17.07 17.46 17.50 17.80 17.86 18.00 18.26 18.50 18.65 18.80 19.00 19.05 19.25 19.50 19.80 20.00
- HSS高速钢钻头\粉末合金钻头。
- 整体硬质合金钻头、平底钻头、深孔钻头。
- 内冷钻头、外冷钻头、涂层钻头。
- 适用范围广:钢件、不锈钢、铸铁、铝合金、钛合金、镍合金、淬火钢、复合材料加工。
-
 VSDD1300
VSDD1300 -
VSDD1290
-
VSDD1280
-
460.1-0390-012A1-XM GC34
-
 460.1-0390-012A0-XM GC34
460.1-0390-012A0-XM GC34 -
460.1-0380-029A1-XM GC34
-
 4UIDK55TMVTX 用于铣刀螺纹加工的 TMSD 刀片
4UIDK55TMVTX 用于铣刀螺纹加工的 TMSD 刀片 -
 4UIDK55TMVBX 用于铣刀螺纹加工的 TMSD 刀片
4UIDK55TMVBX 用于铣刀螺纹加工的 TMSD 刀片 -
419-052C5-14M
-
419-050Q22-14M
-
419-044Q16-14M
-
 4JER060-090-R03
4JER060-090-R03 -
 3AFK030-045-090
3AFK030-045-090 -
 4RDSM120-260-12
4RDSM120-260-12 -
C3600F01.0302 Enorm 2-Z-SPEED-X-PM-TIN-60 机用丝锥 M12x1,25-6HX
-
C3208F01.0302 Rekord 2B-Z-SPEED-PM-TIN-70 机用丝锥 M12x1,25-6HX
-
C020A601.0302 Rekord 2B-Z-PM-GLT-1 机用丝锥 M12x1,25-6HX
-
1430 7.000整体硬质合金自动车床铰刀7.0mm H7
-
1430 6.500整体硬质合金自动车床铰刀6.50mm H7
-
1430 6.000整体硬质合金自动车床铰刀6.0mm H7
-
 右偏小孔螺纹镗刀A06.UN24.01.15.62 MR X400
右偏小孔螺纹镗刀A06.UN24.01.15.62 MR X400 -
左偏小孔螺纹镗刀A06.UN24.01.15.62 ML X800
-
右偏小孔螺纹镗刀A06.UN18.02.15.62 MR X800
-
730 8.330整体合金钻头 8.330mm h7 DIN 6539 光亮处理
-
730 8.300整体合金钻头 8.3mm h7 DIN 6539 光亮处理
-
730 8.200整体合金钻头 8.2mm h7 DIN 6539 光亮处理
-
44倍径整体合金内冷钻头 6.3mm h7 6514 6.300
-
42倍径整体合金内冷钻头 6mm h7 6514 6.000
-
43倍径整体合金内冷钻头 5.950mm h7 6514 5.950
-
钢件车刀片CNMM 190616SN-TRR CTCP125
-
钢件车刀片CNMM 160616SN-TRR CTCP125
-
B4035.T45.05-12.Z1.P15.M数显精镗刀
-
B4035.T45.04-11.Z1.P15数显精镗刀
-
A0021.0 HSS TIN 直柄麻花钻头DIN 338 1.00 mm
-
A1008.6 HSS ST 直柄麻花钻头DIN 338 8.60 mm
