名称:
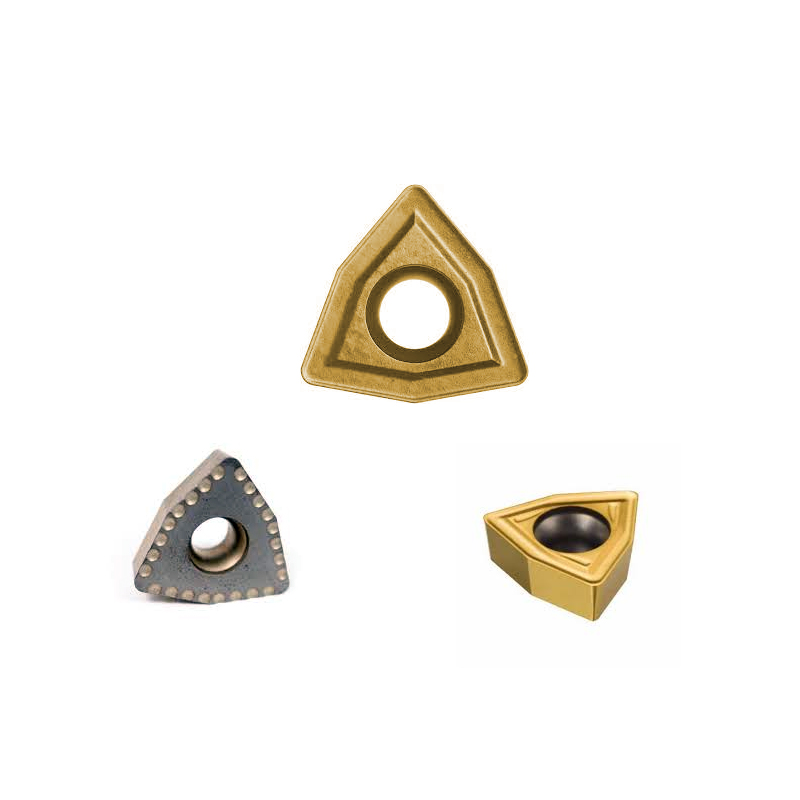
U钻刀片
型号:
WCMX06T308-GM 4235
圆角半径:
0.8 mm
固定孔直径:
3.7 mm
宽度:
内切圆直径:
9.5 mm
厚度:
3.97 mm
材质牌号:
4235
刀具材料:
硬质合金
刀具涂层:
CVD TiCN+Al2O3+TiN
加工材料:钢加工 不锈钢加工 铸铁加工
桃型凸三角U钻快速钻刀片,车床铣床加工中心快速钻孔,不稳定工况的选择,坚固的钻体概念和刀片设计,非旋转应用的良好选择,易于使用。
牌号名称
4235(已被4335材质替代)
详情描述
CVD涂层硬质合金牌号,用于工况差时钢和钢铸件的粗加工。
梯度基体与厚的耐磨涂层相结合,在钢车削时具有上佳硬度和和韧性。刃线高安全性使此牌号能用于以高金属去除率进行的间断切削。
用于中等切削速度下不锈钢的半精加工到粗加工。良好的耐热冲击性和耐机械冲击性提供了优良的切削刃安全性,这使它也可用于间断切削。
梯度基体与厚的耐磨涂层相结合,在钢车削时具有上佳硬度和和韧性。刃线高安全性使此牌号能用于以高金属去除率进行的间断切削。
用于中等切削速度下不锈钢的半精加工到粗加工。良好的耐热冲击性和耐机械冲击性提供了优良的切削刃安全性,这使它也可用于间断切削。
对照材质
MC6125 MC6025 UE6020 MC6035 UH6400 AC8035P AC830P AC630M T9125 T9135 T9225 T9235 CA025P CA525 CA5525 CA530 CA5535 CR9025 JC215V JC325V GM25 GM8035 GC4325 GC4335 KCP30B KCP30 TP3501 TP3500 TP3000 IC8350 IC9250 IC9350 GPT6120 GPT6130
ISO应用范围1
P20-P45钢件
ISO应用范围2
基体类型
硬质合金
牌号涂层
CVD TiCN+Al2O3+TiN
外观颜色
黑色+金色
材料举例
低碳钢,长切屑C<0.25%,硬度<125HB;
低碳钢,短切屑,易切钢C<0.25%,硬度<125HB,C15, Ck22, ST37-2, S235JR, 9SMnPb28, GS38;
中碳钢和高碳钢C>0.25%,硬度<220HB(<25HRC),ST52, S355JR, C35, GS60, Cf53;
合金钢和工具钢C>0.25%,硬度<330HB(<35HRC),16MnCr5, Ck45, 紧固件用合金钢21CrMoV5-7, 高硫中碳易切削钢38SMn28;
合金钢和工具钢C>0.25%,硬度340-450HB(35-48HRC),轴承钢100Cr6, 调质钢30CrNiMo8, 齿轮钢42CrMo4, 弹簧钢C70W2, 高速工具钢S6525, 高锰钢X120Mn12,铸钢;
铁素体、马氏体、和PH不锈钢,硬度<330HB(<35HRC);
高强度铁素体、马氏体、和PH不锈钢,硬度340-450HB(35-48HRC),高碳高铬马氏体不锈钢X102CrMo17, 铸造耐蚀不锈钢G-X120Cr29;
相关型号
WCMX 06 T3 08-GM 4235 WCMX 08 04 12-GM 4235
如果您需要采购加工中心U钻刀片WCMX06T308-GM 4235,可以联系我们,我公司可以提供该产品型号的具体产品参数,并为您提供一个好的价格。无论铣削平面、台肩、槽、齿轮还是复杂的3D形状,您都能在这里找到所需的铣刀。我们的高效铣削刀具将使您具备竞争优势并帮助您保持高生产效率。用于钢件、不锈钢、铸铁、高温合金、钛合金和HRSA、铝合金、有色金属、淬硬铣削的刀片和材质欢迎致电联系。
| 品名 | 规格型号 | 直径 | 有用长度 | 总长度 | 系列 |
|---|
-
WCMX06T3SR-56 235
-
WCMX06T308T-53 1020
-
WCMX06T308R-53 H13A
-
WCMX06T308-GM 1125
-
WCMX06T308-58 3040
-
WCMX06T308-58 235
-
 2ZDK045HP-3D-OH
2ZDK045HP-3D-OH -
2ZDK044HP-3D-OH
-
2ZDK043HP-3D-OH
-
 3AFK030-045-090
3AFK030-045-090 -
 3FESW070-070-07
3FESW070-070-07 -
3FESW060-060-06
-
 C0208900.0275 Rekord 2B-STEEL-L 机用丝锥 M10x0,75-ISo2/6H
C0208900.0275 Rekord 2B-STEEL-L 机用丝锥 M10x0,75-ISo2/6H -
C0208400.0275 Rekord 2B-STEEL-L-TIN 机用丝锥 M10x0,75-ISo2/6H
-
B0501000.0275 Enorm 1-STEEL 机用丝锥 M10x0,75-ISo2/6H
-
718 12.000合金机用铰刀12.0mm H7
-
718 11.000合金机用铰刀11.0mm H7
-
718 10.000合金机用铰刀10.0mm H7
-
 右偏小孔端面圆弧槽刀A06.0200.15.01 AV R X400
右偏小孔端面圆弧槽刀A06.0200.15.01 AV R X400 -
左偏小孔端面圆弧槽刀A06.0200.15.01 AV L X800
-
左偏小孔端面圆弧槽刀A06.0200.15.01 AV L X400
-
705 17.000锥柄硬质合金头麻花钻 17.0mm h8 DIN 8041 光亮处理
-
705 16.500锥柄硬质合金头麻花钻 16.5mm h8 DIN 8041 光亮处理
-
705 16.000锥柄硬质合金头麻花钻 16.0mm h8 DIN 8041 光亮处理
-
19倍径整体合金内冷钻头 6.350mm h7 6509 6.350
-
19倍径整体合金内冷钻头 6.3mm h7 6509 6.300
-
17倍径整体合金内冷钻头 6mm h7 6509 6.000
-
铸铁车刀片CCMT 09T308EN-SM CTCK110
-
铸铁车刀片CCMT 09T304EN-SM CTCK110
-
A0021.0 HSS TIN 直柄麻花钻头DIN 338 1.00 mm
-
A099F1 HSS TIN 直柄麻花成套展示钻头DIN 338 Set F1 (A002 x 380)
-
CN1204负角车削刀片CNMG 120412EL-SI:T8430
-
CN1204负角车削刀片CNMG 120412E-KR:T5315
