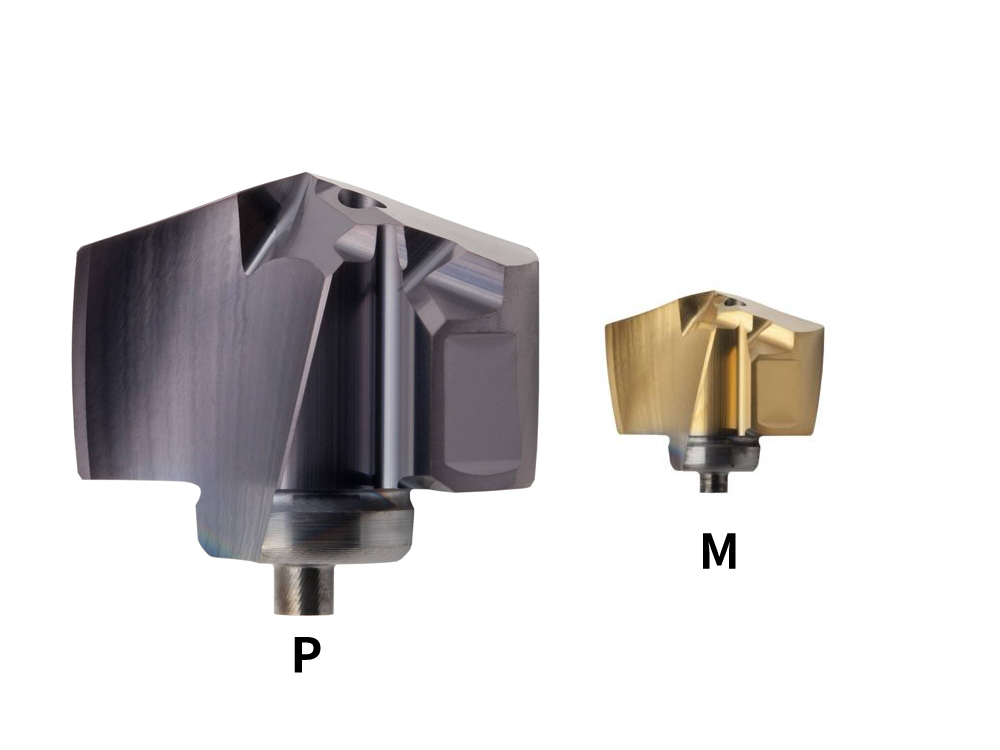
不锈钢用18mm皇冠钻尖SD400-18.00-M
品名
18mm皇冠钻尖
型号
SD400-18.00-M
产地
瑞典SHANGAO
粉末高速钢是将高速钢粉末凝固制造而成的。制造方法是将高纯度、高压的氮气吹入熔化的高速钢中形成球状微细粉末,然后将这种粉末填入软钢制的罐中,通过真空脱气、密封后,在高温高压条件下冲压形成钢块。因其原料状态是微细粉末而被称为粉末高速钢。与之相对,一般的高速钢称为熔炼高速钢。

下面的照片分别是粉末高速钢与熔炼高速钢的组织。黑点表示碳化物,粉末高速钢的碳化物比熔炼高速钢的要细小,并且分布均一。白色部分是非常坚硬的组织,称为马氏体。细小的碳化物会阻止结晶粒子的成长,因此粉末高速钢的马氏体结晶粒子比熔炼高速钢的小。

粉末高速钢的成分、制造方法及组织有如下特点。 - 结晶粒子直径比熔炼高速钢的细小,因而韧性优异(左图)。 - 磨削性比熔炼高速钢好(右图)。 - 可以用它制造熔炼高速钢无法制造的合金元素含量较高的商品。

- 不锈钢材料的种类及特点
马氏体不锈钢: 在退火状态下, 塑性高, 韧性大, 切削很困难, 而在淬火后,切削加工性主要决定于其硬度, HRC38以上者, 加工起来很困难。典型的有: 1Cr13, 2Cr13, 3Cr13, 4Cr13, 9Cr18
铁素体不锈钢: 强度, 硬度低, 塑性好。不能用热处理来改变机械性能. Cr含量在16-18%时,切削较容易,而当Cr含量在25-30%时, 则难加工。典型的有: 0Cr13, 1Cr17Ti, 1Cr28, 1Cr17Mo2Ti
奥氏体不锈钢: 除含较高的 Cr 外, 还含有大量的Ni (8-25%), 其特点是高温耐腐蚀, 高温强度, 塑性及韧性好,它很难被切削加工。典型的有: 0Cr18Ni9, 1Cr18Ni9, 2Cr18Ni9, 1Cr18Ni9Ti,022Cr17Ni12Mo2(00Cr17Ni14Mo2)(316L),06Cr19Ni10(304)
- 加工不锈钢材料的难点
1) 虽然大多数不锈钢的强度硬度并不高, 但由于含有大量的Cr, Ni, Mo等, 故塑性韧性好, 高温强度高, 加工硬化倾向大。
2)不锈钢的导热系数低,为中碳钢的1/2-1/4,切削温度高,刀具磨损快.
3) 切屑与刀具粘结现象严重,易产生积屑瘤;同时切屑不易弯曲,易造成切屑堵塞现象, 工件表面光洁度下降及崩刃。
4)不锈钢材料攻丝主要问题是摩擦,冷焊和切屑(断屑及排屑)等问题。
- 切削不锈钢的具体对策:
1) 丝锥材质: 应采用硬度高, 韧性及耐热性好, 且与不锈钢化学亲合
力小; 通常采用HSSE或PM材质。而HSS及硬质合金不太适合。
2) 丝锥的后角: 由于被加工材料非常韧, 故应采用大后角的丝锥。
注意,加工普通钢件的丝锥(通常带有符号N)不适宜加工不锈钢材
料。相反,加工不锈钢材料的丝锥(通常带有符号VA)可以加工不锈钢及普通钢材。哈夫曼的通材U可以加工钢件和不锈钢。
3)丝锥的热处理及涂层:加工不锈钢材料的丝锥通常必须经过氧化处理
或涂层处理, 以改善丝锥表面的润滑条件,耐热条件。加工奥氏体不锈钢,必须要采用涂层过的丝锥。
4)润滑条件: 良好的润滑条件尤为重要,包括充分的冷却液,提高冷却液中的油含量(有条件时,可以采用油润滑)或采用内冷丝锥。
如果您需要采购不锈钢用18mm皇冠钻尖SD400-18.00-M,可以联系我们,我公司可以提供该产品型号的具体产品参数,并为您提供一个好的价格。无论铣削平面、台肩、槽、齿轮还是复杂的3D形状,您都能在这里找到所需的铣刀。我们的高效铣削刀具将使您具备竞争优势并帮助您保持高生产效率。用于钢件、不锈钢、铸铁、高温合金、钛合金和HRSA、铝合金、有色金属、淬硬铣削的刀片和材质欢迎致电联系。
| 品名 | 规格型号 | 直径 | 有用长度 | 总长度 | 系列 |
|---|
-
 460.2-1050-032A1-XM GC34
460.2-1050-032A1-XM GC34 -
 1242 11.600
1242 11.600 -
1184 3.170
-
2679A.04030A
-
1034RZ.020020
-
1034RZ.016020
-
B582A601.0040 Enorm 1-Z/E-X-PM-GLT-1 机用丝锥 M4-6HX
-
B582A601.0030 Enorm 1-Z/E-X-PM-GLT-1 机用丝锥 M3-6HX
-
B5820F21.0100 Enorm 1-Z/E-X-PM-TIN-60 机用丝锥 M10-6GX
-
模块铰刀头PMX6-9H7-EB45 RX2000
-
模块铰刀头PMX6-8H7-EB45 RX2000
-
模块铰刀头PMX6-32H7-EB45 RX2000
-
刀杆刀柄A05.1.000.ME ST T
-
刀杆刀柄A05.1.000.ME IC
-
刀杆刀柄A05.1.000 T
-
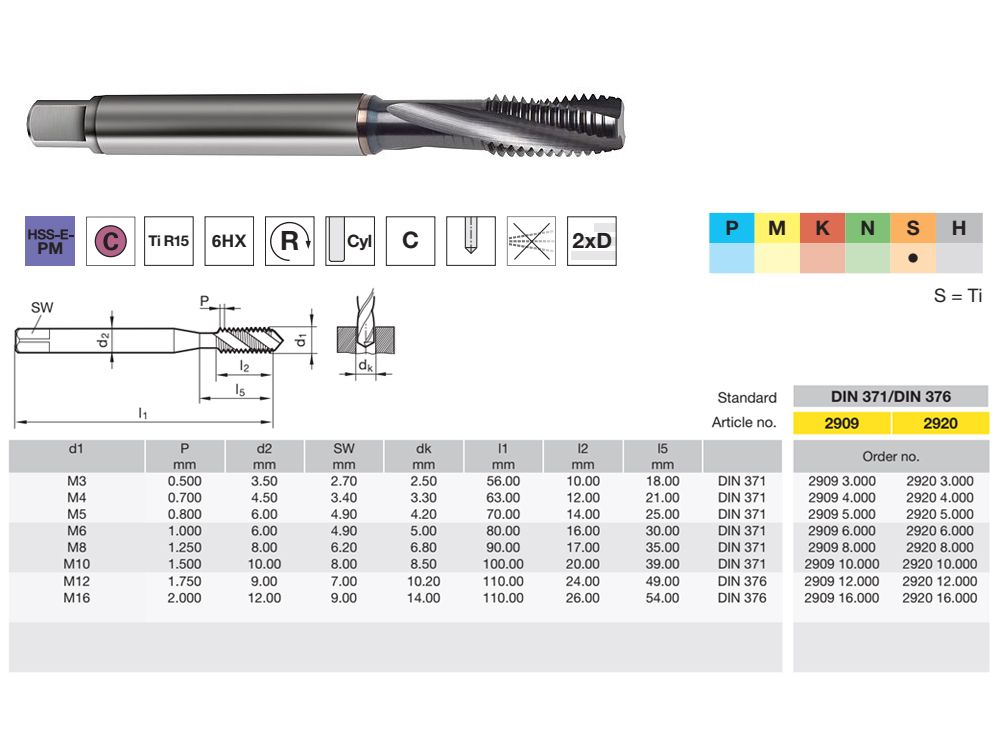 2909 8.000 粉末含钴高速钢 钛合金丝锥 M8 6HX
2909 8.000 粉末含钴高速钢 钛合金丝锥 M8 6HX -
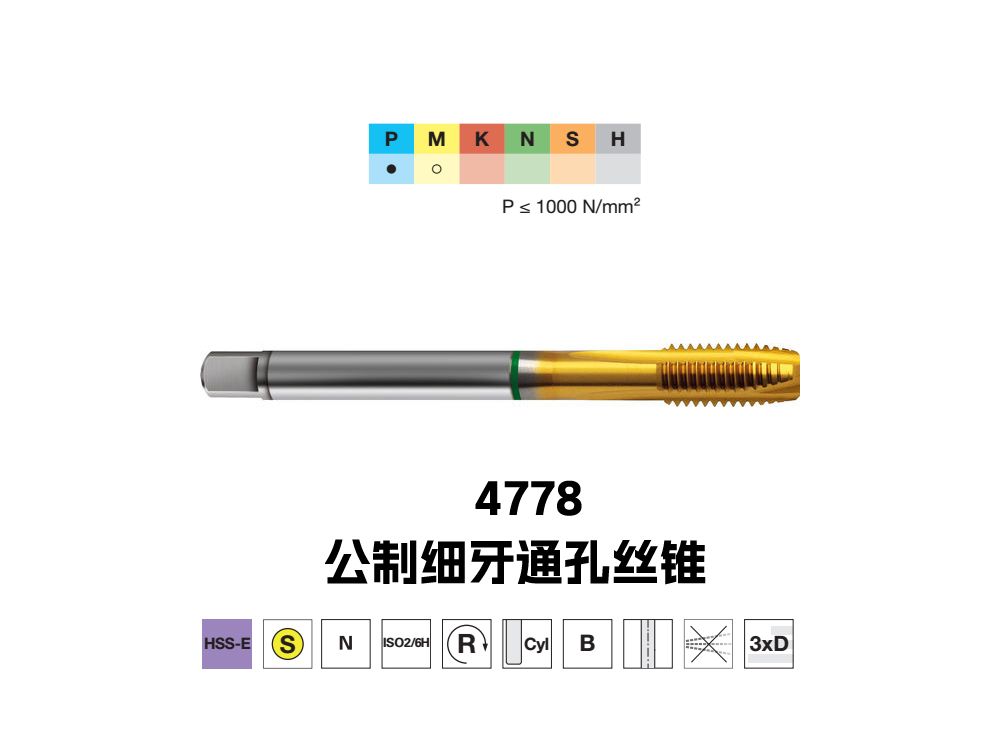 4778系列公制细牙通孔丝锥 DIN374 HSS-E 涂层处理 含钴高速钢丝锥
4778系列公制细牙通孔丝锥 DIN374 HSS-E 涂层处理 含钴高速钢丝锥 -
4627 6.000 含钴高速钢 丝锥 M6 6H+0,1
-
 16倍径12毫米内冷铸铁整体硬质合金钻头DC170-16-12.000A1-WJ30EJ
16倍径12毫米内冷铸铁整体硬质合金钻头DC170-16-12.000A1-WJ30EJ -
16倍径11.906毫米内冷钢件整体硬质合金钻头DC170-16-11.906A1-WJ30EJ
-
16倍径11.8毫米内冷铸铁整体硬质合金钻头DC170-16-11.800A1-WJ30EJ
-
 钢件高速干切铣刀片SAKU 1706ABSR-M50 CTCP230
钢件高速干切铣刀片SAKU 1706ABSR-M50 CTCP230 -
铸铁槽刀片GX16-2S1.95L CTP1340
-
 A92020.0 HSS-E 高性能多用途直柄短柄钻DIN/ANSI 20.00 mm
A92020.0 HSS-E 高性能多用途直柄短柄钻DIN/ANSI 20.00 mm -
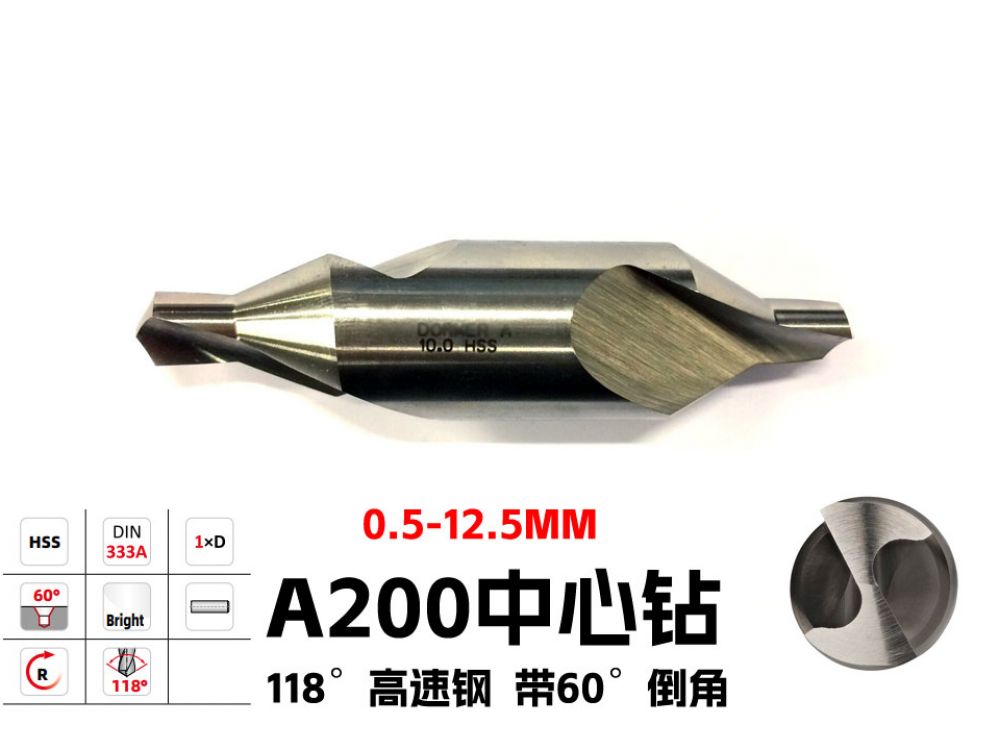 A2001.0X3.15 HSS 公制60度中心钻 DIN 333A 1.00 mm x 3.15 mm
A2001.0X3.15 HSS 公制60度中心钻 DIN 333A 1.00 mm x 3.15 mm -
CN1204外圆车削刀杆左手PCKNL 2020 K 12
-
CN2509外圆车削刀杆右手PCBNR 5050 T 25
