
25mm车床车削U钻刀片XCET130404FN-27Q H210T
ECOCUT多用途刀具铝合金、有色金属连续加工25mm车床车削U钻刀片XCET130404FN-27Q H210T
品名
钻削车削刀片
型号
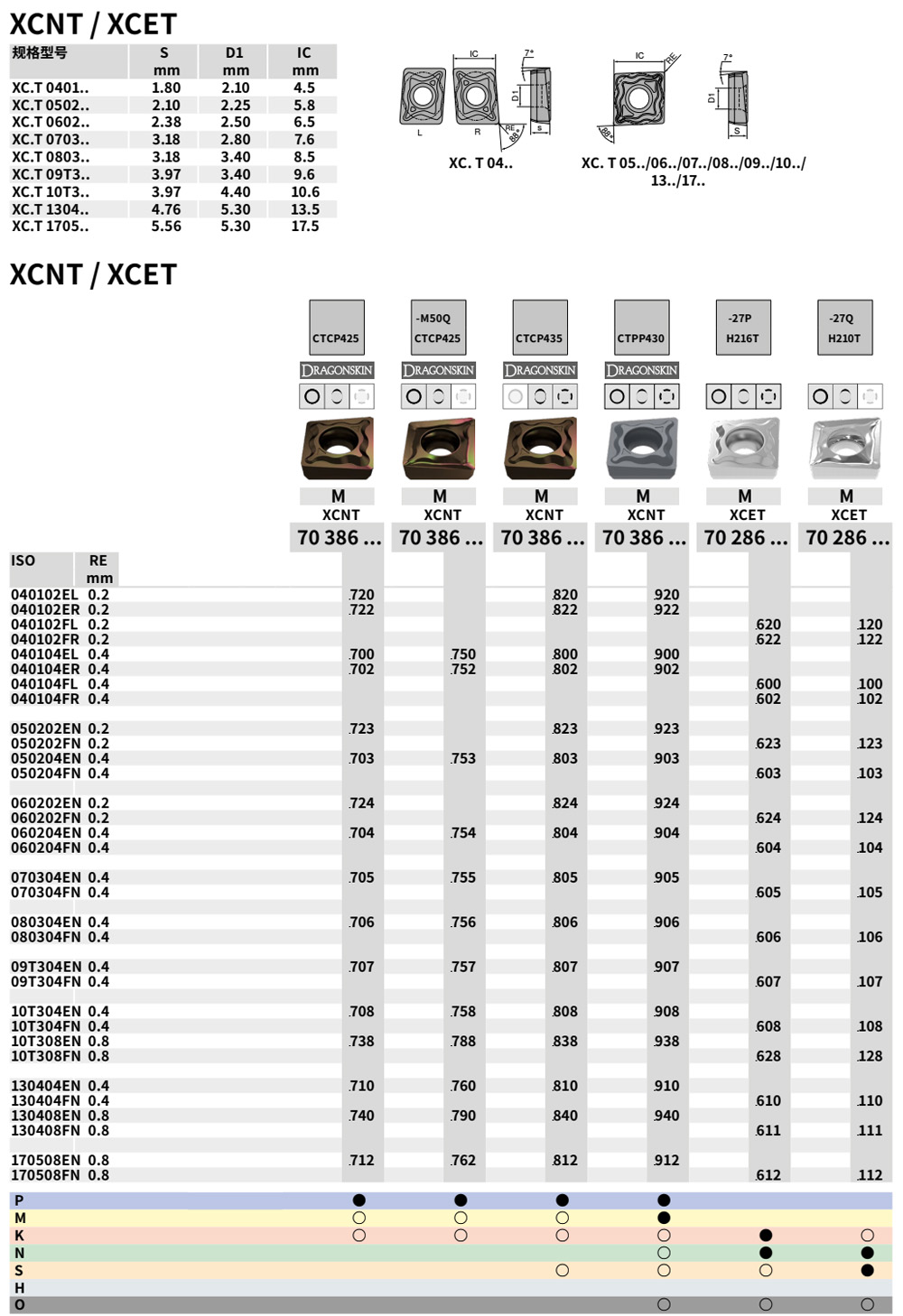
XCET130404FN-27Q H210T
产地
奥地利SENLATIANSHI
名称:
钻削车削刀片
型号:
XCET130404FN-27Q H210T
圆角半径:
0.4 mm
固定孔直径:
5.3 mm
宽度:
内切圆直径:
13.5 mm
厚度:
4.76 mm
材质牌号:
H210T
刀具材料:
硬质合金
刀具涂层:
NONE
加工材料:铝合金加工 有色金属加工
EcoCut 的设计形式使得仅用 1 种刀具即可实现多达 4 种不同的加工工艺。实现不同加工工艺的组合,不需要更换刀具,大大减少了调试时间,提高了设备产能。多款刀片牌号,可适用于各种材料及不同的应用场合。尤其是在加工钢件时,EcoCut ECC单刃钻头搭配合适的XCNT/XCET可转位刀片可获得非常好的加工效果。钻头直径8-32mm。
如果您需要采购25mm车床车削U钻刀片XCET130404FN-27Q H210T,可以联系我们,我公司可以提供该产品型号的具体产品参数,并为您提供一个好的价格。无论铣削平面、台肩、槽、齿轮还是复杂的3D形状,您都能在这里找到所需的铣刀。我们的高效铣削刀具将使您具备竞争优势并帮助您保持高生产效率。用于钢件、不锈钢、铸铁、高温合金、钛合金和HRSA、铝合金、有色金属、淬硬铣削的刀片和材质欢迎致电联系。
| 品名 | 规格型号 | 直径 | 有用长度 | 总长度 | 系列 |
|---|
-
XCET130408FN-27P H216T
-
XCET130408FN-27Q H210T
-
XCNT130408EN CTPP430
-
XCNT130404EN CTPP430
-
XCNT130404EN CTCP435
-
XCNT130404EN-M50Q CTCP425
-
 460.1-0420-021A1-XM GC34
460.1-0420-021A1-XM GC34 -
460.1-0490-025A1-XM GC34
-
 460.1-0420-021A0-XM GC34
460.1-0420-021A0-XM GC34 -
 4JER060-090-R03
4JER060-090-R03 -
 3AFK030-045-090
3AFK030-045-090 -
 4TFR050-130-R05
4TFR050-130-R05 -
 C0501400.0303 Enorm 2-STEEL-TIN 机用丝锥 M12x1,5-ISo2/6H
C0501400.0303 Enorm 2-STEEL-TIN 机用丝锥 M12x1,5-ISo2/6H -
 C0501000.0303 Enorm 2-STEEL 机用丝锥 M12x1,5-ISo2/6H
C0501000.0303 Enorm 2-STEEL 机用丝锥 M12x1,5-ISo2/6H -
C0461000.0303 Rekord 2D-STEEL/E 机用丝锥 M12x1,5-ISo2/6H
-
 1449 9.000整体硬质合金数控机床铰刀9.0mm H7
1449 9.000整体硬质合金数控机床铰刀9.0mm H7 -
1449 8.900整体硬质合金数控机床铰刀8.90mm H7
-
1449 8.800整体硬质合金数控机床铰刀8.80mm H7
-
 右偏小孔切槽刀A04.0100.15.42 GR X800
右偏小孔切槽刀A04.0100.15.42 GR X800 -
右偏小孔切槽刀A04.0100.15.42 GR X400
-
右偏小孔切槽刀A04.0100.15.42 GR GT45
-
732 1.610整体合金钻头 1.610mm h7 光亮处理
-
732 1.600整体合金钻头 1.6mm h7 光亮处理
-
732 1.590整体合金钻头 1.590mm h7 光亮处理
-
整体内冷合金钻头 6.7 mm m7 7倍径DIN 6537L 5498 6.700
-
整体内冷合金钻头 6.6 mm m7 7倍径DIN 6537L 5498 6.600
-
整体内冷合金钻头 6.55 mm m7 7倍径DIN 6537L 5498 6.550
-
钢件车刀片CNMG 120412EN-M70 CTCP125
-
钢件车刀片CNMG 120408EN-M70 CTCP125
-
A0021.0 HSS TIN 直柄麻花钻头DIN 338 1.00 mm
-
A10012.7 HSS ST 直柄麻花钻头DIN 338 12.70 mm
-
CN1906负角车削刀片CNMM 190612E-OR:T8430
-
CN1906负角车削刀片CNMM 190612E-OR:T8330
