20.241mm钢件钻尖SD100-20.241-P
品名
20.241mm钻尖
型号
SD100-20.241-P
产地
瑞典SHANGAO
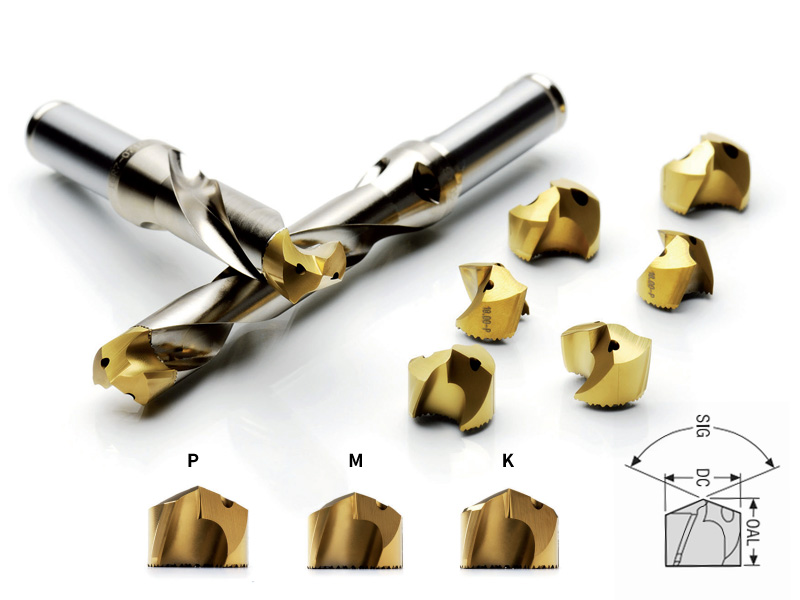
可换尖皇冠钻头提供了众多针对不同应用和工件材料而优化的钻尖槽型。SD100-P槽型推荐用于钢件钻削,而无需使用整体硬质合金钻头和焊接钻头等可重磨刀具。SD100-K 槽型设计用于铸铁钻削,具有倒角,可以减少高切削速度下的磨损,并降低了钻孔出口处发生“崩边”的现象。SD100-M 槽型设计用于不锈钢、硬化钢和高温合金钻削。通过Z大限度减少切削力、高温和工件硬化,它降低了加工表面的应力,并尽可能减少了钻孔出口处形成的毛刺。直径范围为 10 - 25.99 mm (0.393 - 1.023 in)
粉末高速钢是将高速钢粉末凝固制造而成的。制造方法是将高纯度、高压的氮气吹入熔化的高速钢中形成球状微细粉末,然后将这种粉末填入软钢制的罐中,通过真空脱气、密封后,在高温高压条件下冲压形成钢块。因其原料状态是微细粉末而被称为粉末高速钢。与之相对,一般的高速钢称为熔炼高速钢。

下面的照片分别是粉末高速钢与熔炼高速钢的组织。黑点表示碳化物,粉末高速钢的碳化物比熔炼高速钢的要细小,并且分布均一。白色部分是非常坚硬的组织,称为马氏体。细小的碳化物会阻止结晶粒子的成长,因此粉末高速钢的马氏体结晶粒子比熔炼高速钢的小。

粉末高速钢的成分、制造方法及组织有如下特点。 - 结晶粒子直径比熔炼高速钢的细小,因而韧性优异(左图)。 - 磨削性比熔炼高速钢好(右图)。 - 可以用它制造熔炼高速钢无法制造的合金元素含量较高的商品。

- 不锈钢材料的种类及特点
马氏体不锈钢: 在退火状态下, 塑性高, 韧性大, 切削很困难, 而在淬火后,切削加工性主要决定于其硬度, HRC38以上者, 加工起来很困难。典型的有: 1Cr13, 2Cr13, 3Cr13, 4Cr13, 9Cr18
铁素体不锈钢: 强度, 硬度低, 塑性好。不能用热处理来改变机械性能. Cr含量在16-18%时,切削较容易,而当Cr含量在25-30%时, 则难加工。典型的有: 0Cr13, 1Cr17Ti, 1Cr28, 1Cr17Mo2Ti
奥氏体不锈钢: 除含较高的 Cr 外, 还含有大量的Ni (8-25%), 其特点是高温耐腐蚀, 高温强度, 塑性及韧性好,它很难被切削加工。典型的有: 0Cr18Ni9, 1Cr18Ni9, 2Cr18Ni9, 1Cr18Ni9Ti,022Cr17Ni12Mo2(00Cr17Ni14Mo2)(316L),06Cr19Ni10(304)
- 加工不锈钢材料的难点
1) 虽然大多数不锈钢的强度硬度并不高, 但由于含有大量的Cr, Ni, Mo等, 故塑性韧性好, 高温强度高, 加工硬化倾向大。
2)不锈钢的导热系数低,为中碳钢的1/2-1/4,切削温度高,刀具磨损快.
3) 切屑与刀具粘结现象严重,易产生积屑瘤;同时切屑不易弯曲,易造成切屑堵塞现象, 工件表面光洁度下降及崩刃。
4)不锈钢材料攻丝主要问题是摩擦,冷焊和切屑(断屑及排屑)等问题。
- 切削不锈钢的具体对策:
1) 丝锥材质: 应采用硬度高, 韧性及耐热性好, 且与不锈钢化学亲合
力小; 通常采用HSSE或PM材质。而HSS及硬质合金不太适合。
2) 丝锥的后角: 由于被加工材料非常韧, 故应采用大后角的丝锥。
注意,加工普通钢件的丝锥(通常带有符号N)不适宜加工不锈钢材
料。相反,加工不锈钢材料的丝锥(通常带有符号VA)可以加工不锈钢及普通钢材。哈夫曼的通材U可以加工钢件和不锈钢。
3)丝锥的热处理及涂层:加工不锈钢材料的丝锥通常必须经过氧化处理
或涂层处理, 以改善丝锥表面的润滑条件,耐热条件。加工奥氏体不锈钢,必须要采用涂层过的丝锥。
4)润滑条件: 良好的润滑条件尤为重要,包括充分的冷却液,提高冷却液中的油含量(有条件时,可以采用油润滑)或采用内冷丝锥。
如果您需要采购20.241mm钢件钻尖SD100-20.241-P,可以联系我们,我公司可以提供该产品型号的具体产品参数,并为您提供一个好的价格。无论铣削平面、台肩、槽、齿轮还是复杂的3D形状,您都能在这里找到所需的铣刀。我们的高效铣削刀具将使您具备竞争优势并帮助您保持高生产效率。用于钢件、不锈钢、铸铁、高温合金、钛合金和HRSA、铝合金、有色金属、淬硬铣削的刀片和材质欢迎致电联系。
| 品名 | 规格型号 | 直径 | 有用长度 | 总长度 | 系列 |
|---|
-
SD100-9.52-P
-
SD100-9.52-M
-
SD100-25.99-P
-
SD100-20.00-P
-
SD100-20.00-M
-
SD100-20.00-K
-
 460.1-0420-021A1-XM GC34
460.1-0420-021A1-XM GC34 -
 460.1-0850-064A1-XM GC34
460.1-0850-064A1-XM GC34 -
 460.1-0420-021A0-XM GC34
460.1-0420-021A0-XM GC34 -
 1336.016
1336.016 -
1034RZ.020020
-
1034RZ.016020
-
C3650F01.0359 Enorm 2-Z-SPEED-X-IKZ-PM-TIN-60 机用丝锥 M16x1,5-6HX
-
C3600F01.0359 Enorm 2-Z-SPEED-X-PM-TIN-60 机用丝锥 M16x1,5-6HX
-
C3208F01.0359 Rekord 2B-Z-SPEED-PM-TIN-70 机用丝锥 M16x1,5-6HX
-
整体合金去毛刺铰刀 11.970mm 4103 11.970
-
整体合金去毛刺铰刀 9.970mm 4103 9.970
-
整体合金去毛刺铰刀 7.970mm 4103 7.970
-
 右偏小孔端面槽刀A04.23.0050.13.00 AG R X400
右偏小孔端面槽刀A04.23.0050.13.00 AG R X400 -
右偏小孔端面槽刀A04.23.0050.13.00 AG R X800
-
右偏小孔端面槽刀A04.34.0050.13.00 AG R X400
-
2463 4.850整体合金钻头 4.850mm h7 DIN 6539 nanoFIRE
-
2463 4.800整体合金钻头 4.8mm h7 DIN 6539 nanoFIRE
-
2463 4.760整体合金钻头 4.760mm h7 DIN 6539 nanoFIRE
-
 3D3.175mm外冷整体硬质合金钻头DC150-03-03.175A0-WJ30RE
3D3.175mm外冷整体硬质合金钻头DC150-03-03.175A0-WJ30RE -
3D3.1mm外冷整体硬质合金钻头DC150-03-03.100A0-WJ30RE
-
3D3mm外冷整体硬质合金钻头DC150-03-03.000A0-WJ30RE
-
钢件车刀片DNMM 150616EN-R28 CTCP115
-
钢件车刀片DNMM 150612EN-R28 CTCP115
-
A0021.0 HSS TIN 直柄麻花钻头DIN 338 1.00 mm
-
A1087.1 HSS ST 不锈钢用直柄麻花钻 DIN 338 7.10 mm
-
DN1506负角车削刀片DNMG 150608EL-SI:T9325
-
DN1506负角车削刀片DNMG 150608EL-SI:T8430
