
HSS-E-PM镀铬E298黄圈鲨鱼线公制粗牙螺旋槽丝锥DIN 371/6 M4 x 0.70 mm
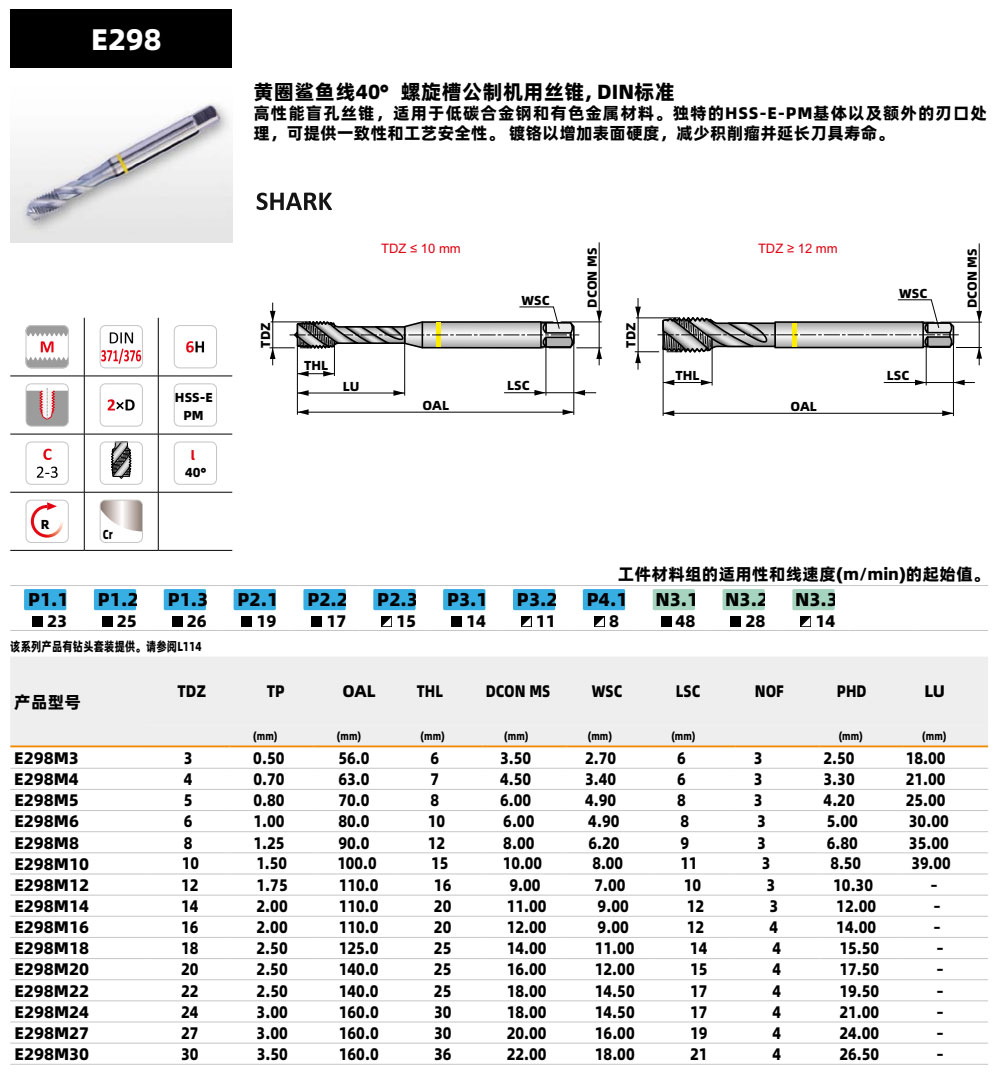
鲨鱼线系列丝锥采用不同于任何其他HSS-E-PM的独特粉末冶金高速钢制作而成。它将韧度与刃口强度结合,使丝锥能够在更高切削温度下工作,同时提供更好性能和更长刀具使用寿命。
黄圈鲨鱼丝锥:结构钢、普通碳钢和低合金钢
产品代码:E297、E298、E299、E300 螺纹牙形:公制和公制细牙。
表面处理:镀硬铬(Cr)加上额外的刃口处理,可在对易粘附切削刃的材料进行攻丝时防止形成积屑瘤。
槽型设计:提供用于通孔的螺尖丝锥以及用于盲孔的螺旋槽丝锥(40°角)。黄圈鲨鱼螺旋槽丝锥上的特殊排屑槽型可防止切屑堆积,从而降低了退刀时粘屑风险。
产品代码:E412 螺纹牙形:公制 。
表面处理:TiAlN-Top涂层加上额外的刃口处理。
槽型设计:48°角的螺旋槽有助于平稳、快速地排屑,适合深盲孔(3倍直径)的螺纹加工。增加的螺纹后角也支持以较高线速度加工高强度钢。
切削槽型:采用由三段特殊圆弧所构成的槽型,可在整个刀槽长度上保持前角不变,这样可确保对排屑过程进行更好的控制。
倒锥:倒锥进一步促进了排屑,从而减少了丝锥最后螺纹上的切屑,并且也降低了丝锥反转时的扭矩。
刀柄推荐:使用48°螺旋槽黄圈鲨鱼丝锥时,建议使用最小浮动或缓启动的刀柄。
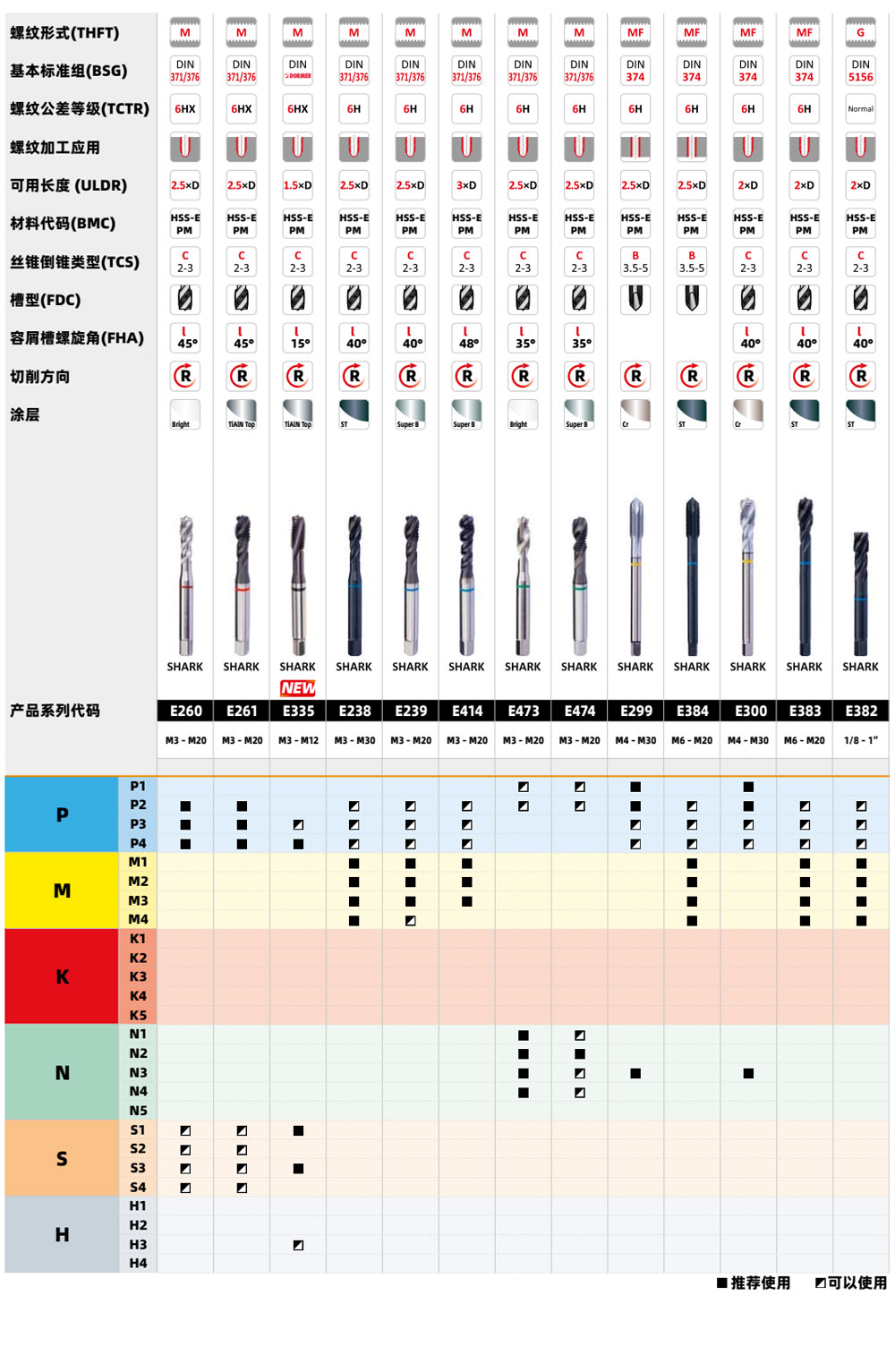
蓝圈鲨鱼丝锥 不锈钢加工用
产品代码:E238、E239、E240、E241、E382、E383、E384 螺纹牙形:公制、公制细牙和G(BSP)。
表面处理:蒸汽回火或Super-B(TiAlN + WC/C)涂层,加上额外的刃口处理。
槽型设计:提供用于通孔的螺尖丝锥以及用于盲孔的螺旋槽丝锥(40°角)。
倒锥:螺旋槽丝锥上的倒锥进一步促进了排屑,从而减少了丝锥最后螺纹上的切屑,并且也降低了丝锥反转时的扭矩。
产品代码:E414 螺纹牙形:公制 。
表面处理:Super-B(TiAlN + WC/C)涂层加上额外的刃口处理。
槽型设计:48°角的螺旋槽有助于平稳、快速地排屑,适合深盲孔(3倍直径)的螺纹加工。增加的螺纹后角可确保弹性材料(如不锈钢)攻丝时的加工安全性。
切削槽型:采用由三段特殊圆弧所构成的槽型,可在整个刀槽长度上保持前角不变,这样可确保对排屑过程进行更好的控制。
倒锥:倒锥进一步促进了排屑,从而减少了丝锥最后螺纹上的切屑,并且也降低了丝锥反转时的扭矩。
刀柄推荐:使用48°螺旋槽蓝圈鲨鱼丝锥时,建议使用最小浮动或缓启动的刀柄。
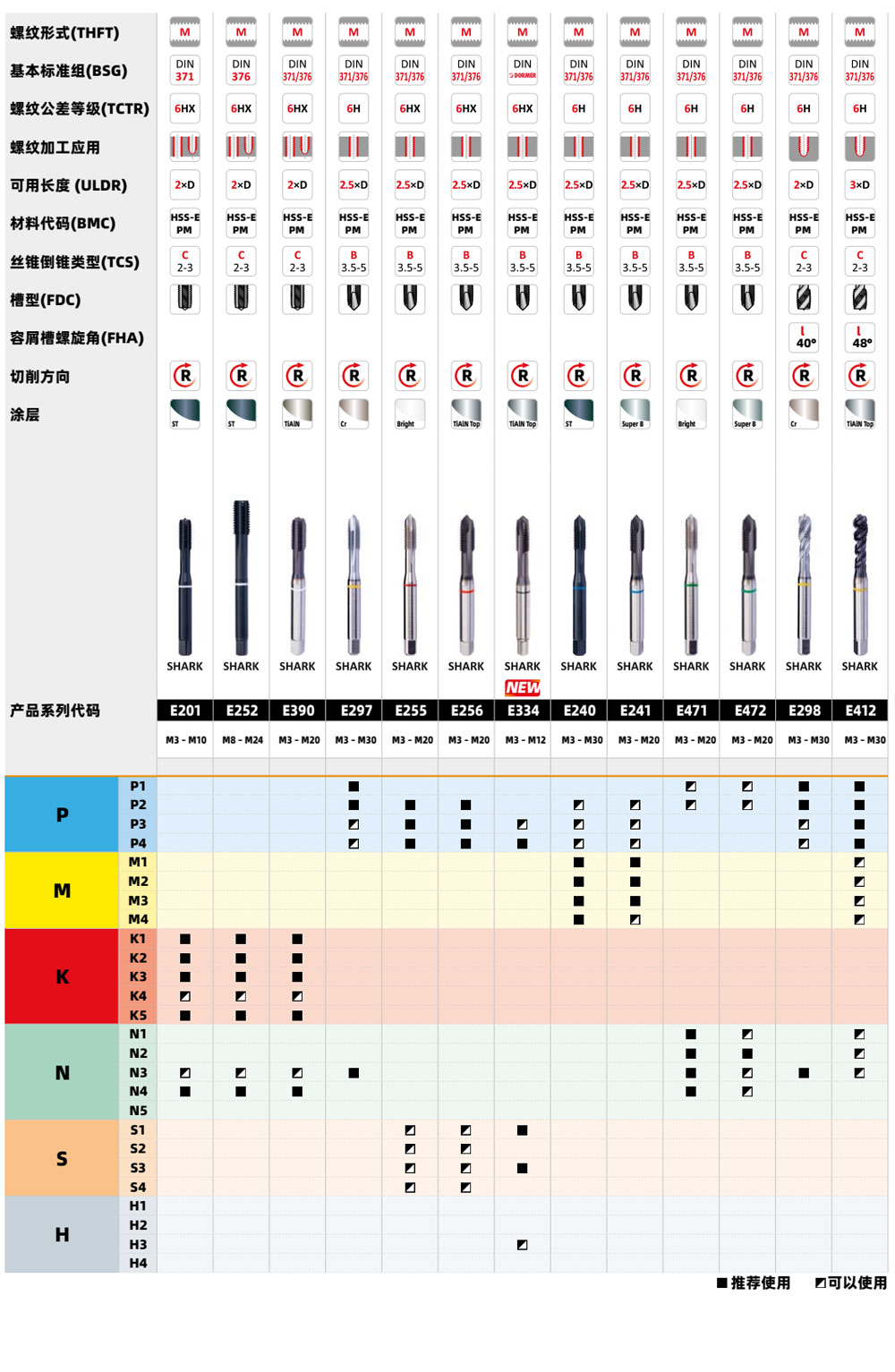
红圈鲨鱼丝锥 合金钢加工用
产品代码:E255, E256, E260, E261 螺纹牙形:公制。
表面处理:光亮或TiAlN-Top涂层,加上额外的刃口处理。
槽型设计:提供用于通孔的螺尖丝锥以及用于盲孔的螺旋槽丝锥(45°角)。
倒锥:螺旋槽丝锥上的倒锥进一步促进了排屑,从而减少了丝锥最后螺纹上的切屑,并且也降低了丝锥反转时的扭矩。
切削槽型(螺旋槽丝锥):采用由三段特殊圆弧所构成的槽型,可在整个刀槽长度上保持前角不变,这样可确保对排屑过程进行更好的控制。
刀柄推荐:使用螺旋槽红圈鲨鱼丝锥时,建议使用最小浮动或缓启动的刀柄。
黑圈鲨鱼丝锥 高强度钢加工用
产品代码:E334, E335 螺纹牙形:公制。
表面处理:TiAlN-Top涂层加上额外的刃口处理。
槽型设计:具有低前角的螺尖丝锥或螺旋槽丝锥几何形状,实现了更好的排屑控制和高切刃强度。
采用由三段特殊圆弧所构成的槽型,可在整个刀槽长度上保持前角不变,这样可确保对排屑过程进行更好的控制。
切削槽型:使用黑圈鲨鱼丝锥时,推荐使用同步(刚性)攻丝,以确保在整个螺纹加工过程中保持要求的攻丝深度。
绿圈鲨鱼丝锥 有色金属材料加工用
产品代码:E471、E472、E473、E474 螺纹牙形:公制。
表面处理:光亮或Super-B(TiAlN + WC/C)涂层,加上额外的刃口处理。
槽型设计:提供用于通孔的螺尖丝锥以及用于盲孔的螺旋槽丝锥(35°角)。
切削槽型(螺旋槽丝锥):采用由三段特殊圆弧所构成的槽型,可在整个刀槽长度上保持前角不变,这样可确保对排屑过程进行更好的控制。
白圈鲨鱼丝锥 铸铁加工用
产品代码:E201、E252、E390 螺纹牙形:公制。
表面处理:蒸汽回火或TiAlN-Top涂层。
槽型设计:直槽设计能够在对短切屑材料进行通孔和盲孔螺纹加工时提供出色性能。
Bright光亮(无涂层)光亮处理(表面无涂层)可改善软质金属或有色金属材料的切屑流动,并在切削耐磨材料时保持切削刃锋利。
ST蒸气回火 蒸气回火,蓝色氧化物表面具有很强的附着力,起到保留切削液和防止切屑粘附刃口的作用,从而抵消了积屑瘤的形成。
钛铝 氮化物涂层 (TiAlN & TiAlN-Top) 氮化钛铝是一种采用PVD涂层技术的多层陶瓷涂层,具有较高的韧性和氧化稳定性。这些特性使其适合于更高的线速度和进给,同时提高了刀具寿命。TiAlN用于钻孔、攻丝和铣削应用,也适用于不需要冷却剂的加工。TiAlN-Top涂层与TiAlN相同,但采用了后涂层工艺,可以消除缺陷,进而增强切屑流动并减少积屑瘤。
Super-B涂层 (TiAlN/WC/C) Super B是氮化钛铝 + 碳化钨 +碳涂层,适用于钻孔、铣削和攻丝应用中的湿式和最小润滑加工。可以非常高效地加工铸铁、淬硬钢和钛合金及耐热合金。
氮化铬涂层(CrN)用于切削刀具应用的硬铬镀层(Cr)具有低摩擦系数,因而可提供优秀的抗磨损和耐磨性。专为加工软质材料和粘性材料而设计,可促进切屑流动并防止工件材料粘结在刀具上。硬铬镀层增强了刀具的表面硬度,在软结构钢、紫铜和黄铜材料的攻丝加工中尤其高效。
- 英国进口螺纹刀具:整体硬质合金丝锥 SHARK鲨鱼线丝锥 高速钢手用和机用丝锥 螺纹铣刀 板牙。
- 产品系列:E000,E000TIN,E001,E002,E002TIN,E003,E011,E013,E021,E023,E031,E033,E041,E043,E100,E101,E102,E105,E108,E111,E115,E119,E200,E201,E207,E212,E216,E225,E229,E237,E238,E239,E240,E241,E242,E243,E250,E251,E252,E255,E256,E258,E260,E261,E263,E266,E268,E275,E278,E282,E286,E287,E288,E289,E290,E291,E292,E293,E294,E295,E296,E297,E298,E299,E300,E303,E334,E335,E382,E383,E384,E390,E412,E414,E422,E423,E471,E472,E473,E474,E500,E501,E504,E513,E515,E524,E531,E533,E534,E536,E538,E539,E542,E544,E545,E547,E550,E570,E600,E605,E606,E610,E620,E621,E650,E651,E653,E654,E708,E709,E710,E711,E712,E714,E720,E721,EP006G,EP006H,EP00TIN,EP016H,EP10,EP10TIN,EP11,EP20,EP21,EP30,EP31,EP40,EP41,EX006G,EX006H,EX00TIN,EX016H,EX10,EX10TIN,EX11,EX20,EX21,EX30,EX31,EX40,EX41,F100,F108,F110,F120,F130,F140,F150,F170,F180,F190,F201,F202,F272,F300,F302,F310,F312,F320,F330,F370,J200,J205,J210,J215,J220,J225,J235,J245,J260,J280,L000,L001,L002,L110,L112,L113,L114,L115,L119,L120,L126,M200-1,M200-2,M200-3,T200,T201,T205,T206,T210,T215
- NPSF螺纹样式,美制干密封燃油用直管内螺纹(干密封);NPSM螺纹样式,美制机械连接用直管螺纹;NPT螺纹样式,美制标准管螺纹;NPTF螺纹样式,美制干密封式标准管螺纹;BA螺纹样式,英标联接螺纹;BSF螺纹样式,英标细牙螺纹;G螺纹样式,英制管螺纹(BSF);RC螺纹样式,英制圆锥管螺纹BSPT,1:16锥度(BSPT);BSW螺纹样式,英标惠氏螺纹;M螺纹样式,公制粗牙;MF螺纹样式,公制细牙;EGM螺纹样式,公制ISO(螺纹丝套类型);PG螺纹样式,钢管螺纹DIN40430(电气);UNC螺纹样式,美制粗牙螺纹;UNF螺纹样式,美制细牙螺纹;UN螺纹样式,美制螺纹.
- 螺纹基本标准组 ANSI B94.9 – 丝锥标准 ANSI – 丝锥标准 ANSI多马标准 DIN 2174 – 挤压丝锥标准 DIN 2181 – 手用丝锥标准 DIN 2184-1 – 丝锥标准 DIN 351 – 直槽丝锥标准 DIN 352 – 螺纹样式标准 DIN 357 – 螺母丝锥标准 DIN 371 – 螺纹样式标准 DIN 374 – MF螺纹标准 DIN 376 – 螺纹样式标准 DIN 40432 – PG螺纹标准 DIN 5156 – 螺纹样式标准 DIN 5157 – 管螺纹标准 DIN多马标准 DIN螺纹标准(基于尺寸范围)DIN 371(当Ø ≤ 10 mm时) /DIN 376(当Ø ≥ 12 mm时) ISO 2283 – 长刀柄丝锥标准 ISO 2284 – 管丝锥标准 ISO 529 – 丝锥标准 ISO多马标准.
- 孔加工刀具系列:A002,A002S,A022,A080,A087,A088,A089,A094,A095,A099,A100,A101,A108,A110,A117,A119,A120,A122,A123,A124,A125,A130,A147,A160,A166,A170,A188,A190,A191,A199,A200,A201,A205,A206,A210,A225,A237,A238,A242,A243,A244,A266,A295,A296,A345,A350,A400,A402,A405,A412,A413,A510,A520,A530,A553,A620,A720,A723,A730,A777,A900,A901,A920,A921,A940,A941,A951,A952,A976,A977,A978,B100,B101,B121,B122,B157,B161,B170,B180,B301,B334,B335,B400,B411,B441,B442,B481,B901,B903,B952,B953,B954,B955,B956,B957,G106,G107,G125,G129,G132,G135,G136,G137,G138,G142,G149,G154,G171,G236,G314,G335,G338,G400,G506,G560,G570,G600,H851,H8512,H853,H855,H858,H860,H861,M150,M151,M152,M200-1,M200-2,M200-3,R100,R120,R122,R123,R125,R200,R453,R454,R457,R458,R459,R463,R467,R510,R520,R6011,R7131,R950,R960,R970
- 钻头和铰刀基本标准组 BS 328 - 钻头和铰刀标准 DIN 1869 / 1 - 直柄超长钻头标准 DIN 1869 / 2 - 直柄超长钻头标准 DIN 1869 / 3 - 直柄超长钻头标准 DIN 1870(1)- 莫氏锥柄超长钻头标准 DIN 1870(2)- 莫氏锥柄超长钻头标准 DIN 1897 - 短钻头标准 DIN 1899 - 微型钻头标准 DIN 333A - 中心钻头标准 DIN 333R - 直柄锪钻标准 DIN 338 - 直柄钻头标准 DIN 340 - 丝锥长度钻头标准 DIN 341 - 莫氏锥柄长钻头标准 DIN 345 - 莫氏锥柄钻头标准 DIN 8037 - 硬质合金镶刃钻头标准 DIN 8374 - 直柄阶梯钻头标准 DIN 8376 - 阶梯钻头标准 DIN 8377 - 直柄阶梯钻头标准 DIN/ANSI标准 NAS907 - 航空钻头标准 ANSI - 丝锥标准 BS 328 - 钻头和铰刀标准 DIN 206 - 手用铰刀标准 DIN 208 - 莫氏锥柄卡装铰刀标准 DIN 212 - 机用铰刀标准 DIN 217 - 套式铰刀柄轴标准 DIN 2179 - 直柄锥形销铰刀标准 DIN 2180 - 莫氏锥柄锥形销铰刀标准 DIN 219 - 套式铰刀标准 DIN 311 - 莫氏锥柄桥式铰刀标准 DIN 334 C - 直柄锪钻标准 DIN 334 D - 莫氏锥柄锪钻标准 DIN 335 A - 直柄锪钻标准 DIN 335 C - 直柄锪钻标准 DIN 335 D - 莫氏锥柄锪钻标准 DIN 373 - 沉孔标准 DIN 8050 - 直柄铰刀标准 DIN 8051 - 莫氏锥柄铰刀标准 DIN 8093 - 直柄铰刀标准 DIN 8094 - 莫氏锥柄铰刀标准 DIN 9 - 锥形销铰刀标准
- 立刀具、螺纹铣刀、旋转锉系列:C110,C122,C123,C126,C135,C139,C159,C167,C246,C247,C273,C295,C299,C305,C306,C333,C336,C346,C352,C353,C367,C400,C403,C407,C413,C428,C492,C500,C505,C700,C710,C800,C801,C810,C820,C822,C825,C830,C831,C835,C837,C907,C908,C920,C922,C948,D200,D400,D402,D420,D422,D745,D747,D750,D751,D752,D753,D763,J200,J205,J210,J215,J220,J225,J235,J245,J260,J280,P100,P101,P501,P505,P507,P509,P511,P513,P515,P521,P523,P601,P605,P607,P609,P611,P613,P615,P621,P701,P703,P705,P707,P709,P711,P713,P715,P721,P801,P801C,P803,P803C,P805,P805C,P807,P807C,P809,P811,P811C,P813,P813C,P815,P815C,P817,P819,P821,P821C,P823,P825,P831,P833,P835,P837,P841,P842,P843,P844,P880,P890,S216,S217,S218,S219,S225,S226,S227,S229,S231,S233,S260,S262,S264,S501,S511,S521,S523,S524,S525,S526,S527,S529,S531,S533,S534,S535,S536,S561,S610,S611,S612,S614,S629,S637,S638,S650,S654,S662,S710,S713,S714,S715,S716,S717,S718,S722HB,S739,S740,S761,S763,S765,S765HB,S766,S767,S768,S770HB,S771HB,S772HB,S773HB,S791,S802HA,S802HB,S803HA,S803HB,S804HA,S804HB,S812HA,S812HB,S813HA,S813HB,S814HA,S814HB,S822,S823,S902,S903,S904,S922,S933,S944,S991
- 铣刀基本标准组 BS 122/4 – 螺纹刀柄立铣刀标准 DIN 1833 C – 燕尾铣刀标准 DIN 1833 D – 反向燕尾铣刀标准 DIN 1837 – 密齿型锯片铣刀标准 DIN 1838 – 粗齿型锯片铣刀标准 DIN 1880 – 套式铣刀标准 DIN 327 D – 钻铣刀标准 DIN 844 K – 立铣刀标准 DIN 844L – 高速钢立铣刀标准 DIN 850 – 键槽铣刀标准 DIN 851 – T形槽铣刀标准 DIN 885 A – 侧面和面铣刀标准 DIN 6527 K – 硬质合金立铣刀标准 DIN 6527L – 硬质合金立铣刀标准




