
加工孔径22mm硬质合金内孔端面车削刀杆E20S-SCLCL09-22A
CCMT09T3刀片用左手硬质合金内孔端面车削刀杆E20S-SCLCL09-22A柄径20mm加工孔径22mm
品名
95度内孔车刀杆
型号
E20S-SCLCL09-22A
连接直径
20
名称:
95度内孔车刀杆
型号:
E20S-SCLCL09-22A
夹紧类型代码:
S螺钉夹紧
切削刃角:
95 deg
旋向:
L
刀具导程角:
功能长度:
连接直径:
20
MAX悬伸:
机床侧适配接口:
侧压圆柄刀杆
切削部件标识符:
CCMT09T3
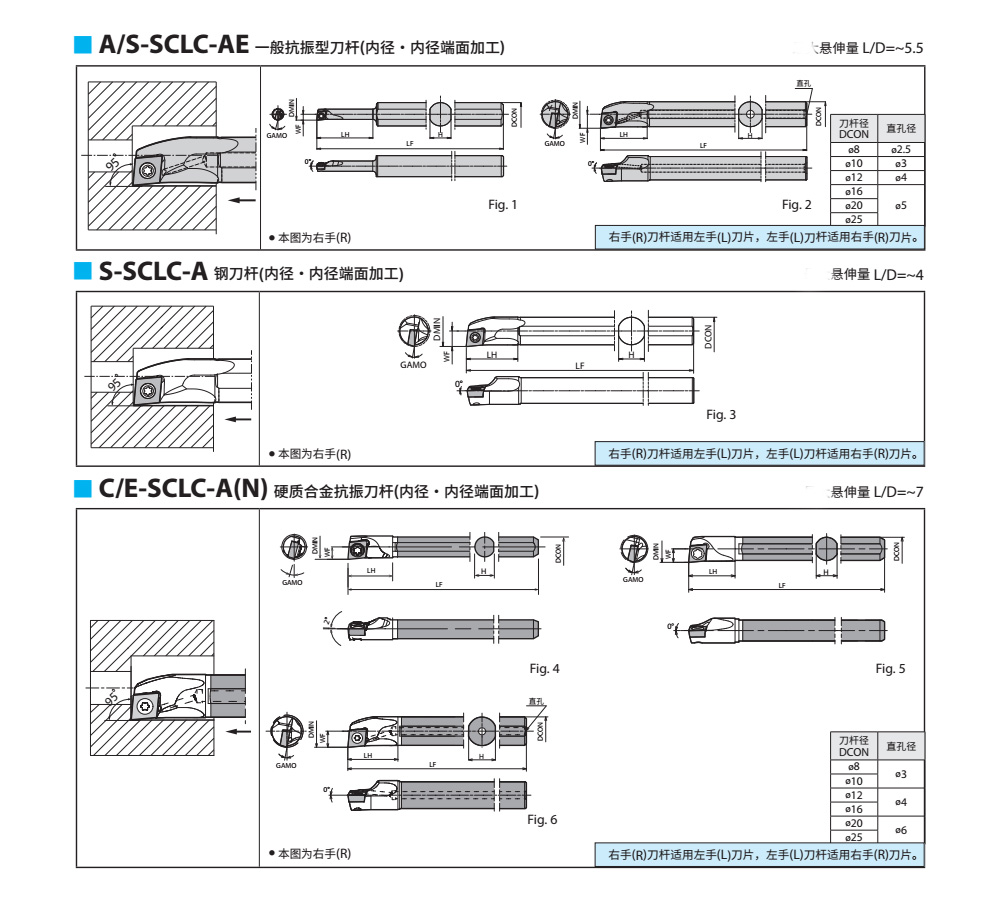

95度螺钉压紧型内孔加工车刀杆,有钢制、硬质合金两种材质,内冷出水型、无内冷出水型。精度高,抗震性能好
如果您需要采购加工孔径22mm硬质合金内孔端面车削刀杆E20S-SCLCL09-22A,可以联系我们,我公司可以提供该产品型号的具体产品参数,并为您报价。车削可分为许多种基本应用 (纵向车削、端面车削和仿形车削),需要通过特定类型的刀具、切削参数和编程来确保以高效的方式执行车削工序。考虑待加工零件的以下尺寸和质量要求: 应用类型,例如纵向车削还是仿形车削、内圆车削还是外圆车削 方法类型,例如粗加工还是精加工 大型、稳定零件 小型、长、细长、薄壁零件 刀尖半径 质量要求 (公差、表面质量等) 考虑特征之后,观察零件: 材料是否具有良好的断屑性能? 排屑是否是关键问题? 批量大小 - 单个零件还是批量生产? 工件能否安全夹紧?。用于钢件、不锈钢、铸铁、高温合金、钛合金和HRSA、铝合金、有色金属、淬硬铣削的刀片和材质欢迎致电联系。
| 名称 | 型号 | 切削直径 | 切削部件标识符 | 标题 |
|---|
-
 ACLCR1616JX-09FF
ACLCR1616JX-09FF -
ACLCR1212JX-09FF
-
ACLCR1010JX-09FF
-
 3JER8NPTVCB 用于车床上螺纹加工的 J 型刀片
3JER8NPTVCB 用于车床上螺纹加工的 J 型刀片 -
3JER8NPTFVKX 用于车床上螺纹加工的 J 型刀片
-
 HNMU0905ZNEN-GH PG025
HNMU0905ZNEN-GH PG025 -
 HNMU0905ZNEN-GM PG025
HNMU0905ZNEN-GM PG025 -
 PNMU0905XNER-SM PR1835
PNMU0905XNER-SM PR1835 -
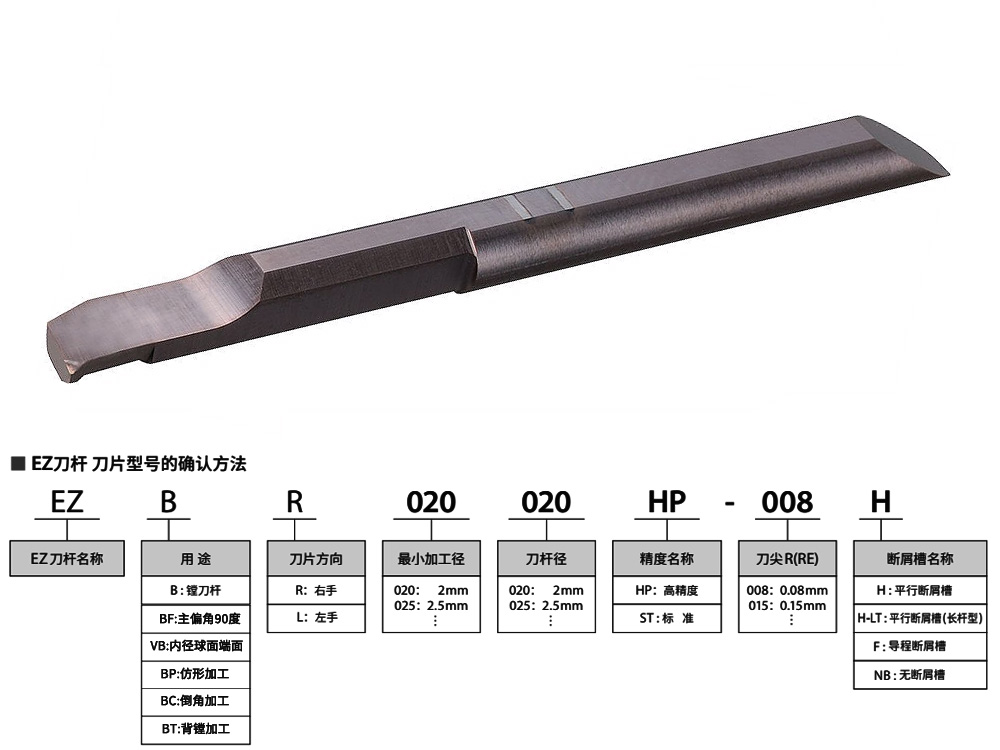 EZBR035035HP-015F PR1725
EZBR035035HP-015F PR1725 -
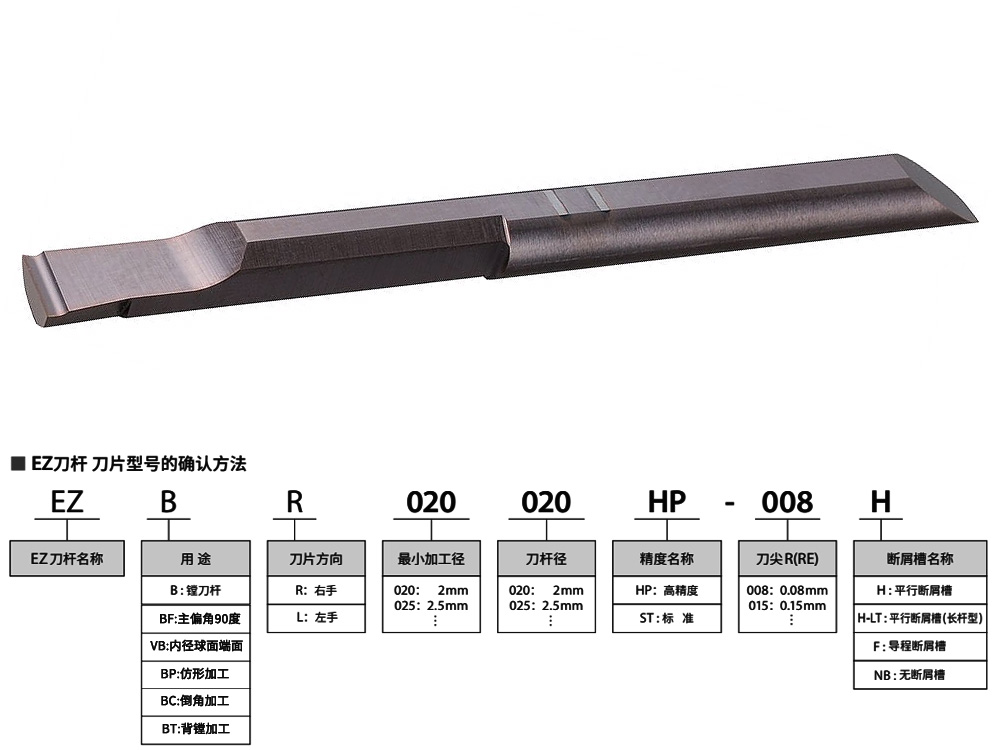 EZBR035035HP-008H PR1725
EZBR035035HP-008H PR1725 -
EZBR035035HP-005F PR1725
-
 2ZDK077HP-3D
2ZDK077HP-3D -
2ZDK076HP-3D
-
2ZDK075HP-3D
-
 2FEKM030-100-06
2FEKM030-100-06 -
2FEKM035-100-06
-
2FEKM040-110-06
-
B020S800.0100 Rekord 1B-AL-GLT-8 机用丝锥 M10-ISo2/6H
-
B020C300.0100 Rekord 1B-VA-GLT-1 机用丝锥 M10-ISo2/6H
-
B0208900.0100 Rekord 1B-STEEL-L 机用丝锥 M10-ISo2/6H
-
 高精度模块铰刀头830B-E06D1600H7S12
高精度模块铰刀头830B-E06D1600H7S12 -
高精度模块铰刀头830B-E06D1400H7S12
-
高精度模块铰刀头830B-E06D1300H7S12
-
 右偏小孔端面槽刀A10.0400.20.00 AG R X400
右偏小孔端面槽刀A10.0400.20.00 AG R X400 -
左偏小孔端面槽刀A10.0400.20.00 AG L X800
-
右偏小孔端面槽刀A10.0300.30.00 TAG R X800
-
端面切槽刀杆QS-QI-LGG15C2525-016B
-
端面切槽刀杆QS-QI-LFK20C2525-023B
-
端面切槽刀杆QS-QI-LFJ20C2525-030B
-
 走心机不锈钢车刀片CCXT 060202EN-M81 CWN2120
走心机不锈钢车刀片CCXT 060202EN-M81 CWN2120 -
 铝合金U钻刀片WCGT 030204FN CTWN415
铝合金U钻刀片WCGT 030204FN CTWN415 -
B3230.C8.090-116.Z1.CC06精镗刀
-
B3230.C6.40-45.Z1.TC11.S精镗刀
-
A0021.0 HSS TIN 直柄麻花钻头DIN 338 1.00 mm
-
A00215.25 HSS TIN 直柄麻花钻头DIN 338 15.25 mm
-
CN1204负角车削刀片CNMG 120408E-R:T9310
-
CN1204负角车削刀片CNMG 120408E-R:T5315
-
190.020 刀杆配件
-
190.013 夹紧螺钉 M12X1X12
-
170.370 螺钉 DRIVER TORX 6x60
