
加工孔径27mm钢制内孔端面车削刀杆S25S-SCLCR09-27A
CCMT09T3刀片用右手钢制内孔端面车削刀杆S25S-SCLCR09-27A柄径25mm加工孔径27mm
品名
95度内孔车刀杆
型号
S25S-SCLCR09-27A
连接直径
25
名称:
95度内孔车刀杆
型号:
S25S-SCLCR09-27A
夹紧类型代码:
S螺钉夹紧
切削刃角:
95 deg
旋向:
R
刀具导程角:
功能长度:
连接直径:
25
MAX悬伸:
机床侧适配接口:
侧压圆柄刀杆
切削部件标识符:
CCMT09T3
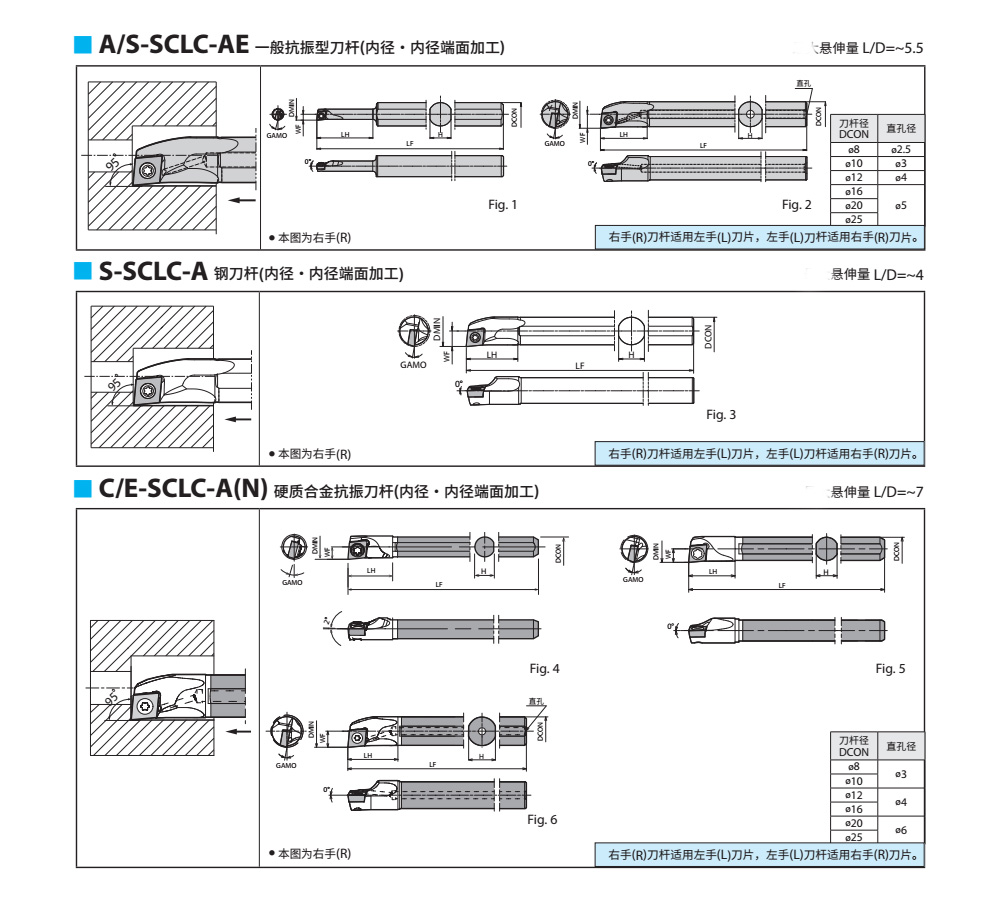

95度螺钉压紧型内孔加工车刀杆,有钢制、硬质合金两种材质,内冷出水型、无内冷出水型。精度高,抗震性能好
如果您需要采购加工孔径27mm钢制内孔端面车削刀杆S25S-SCLCR09-27A,可以联系我们,我公司可以提供该产品型号的具体产品参数,并为您报价。车削可分为许多种基本应用 (纵向车削、端面车削和仿形车削),需要通过特定类型的刀具、切削参数和编程来确保以高效的方式执行车削工序。考虑待加工零件的以下尺寸和质量要求: 应用类型,例如纵向车削还是仿形车削、内圆车削还是外圆车削 方法类型,例如粗加工还是精加工 大型、稳定零件 小型、长、细长、薄壁零件 刀尖半径 质量要求 (公差、表面质量等) 考虑特征之后,观察零件: 材料是否具有良好的断屑性能? 排屑是否是关键问题? 批量大小 - 单个零件还是批量生产? 工件能否安全夹紧?。用于钢件、不锈钢、铸铁、高温合金、钛合金和HRSA、铝合金、有色金属、淬硬铣削的刀片和材质欢迎致电联系。
| 名称 | 型号 | 切削直径 | 切削部件标识符 | 标题 |
|---|
-
 ACLCR1616JX-09FF
ACLCR1616JX-09FF -
ACLCR1212JX-09FF
-
ACLCR1010JX-09FF
-
 3JIR1.75ISOVKX 用于车床上螺纹加工的 J 型刀片
3JIR1.75ISOVKX 用于车床上螺纹加工的 J 型刀片 -
3JIR1.75ISOVCB 用于车床上螺纹加工的 J 型刀片
-
 HNMU0905ZNEN-GH PG025
HNMU0905ZNEN-GH PG025 -
 HNMU0905ZNEN-GM PG025
HNMU0905ZNEN-GM PG025 -
 PNMU0905XNER-SM PR1835
PNMU0905XNER-SM PR1835 -
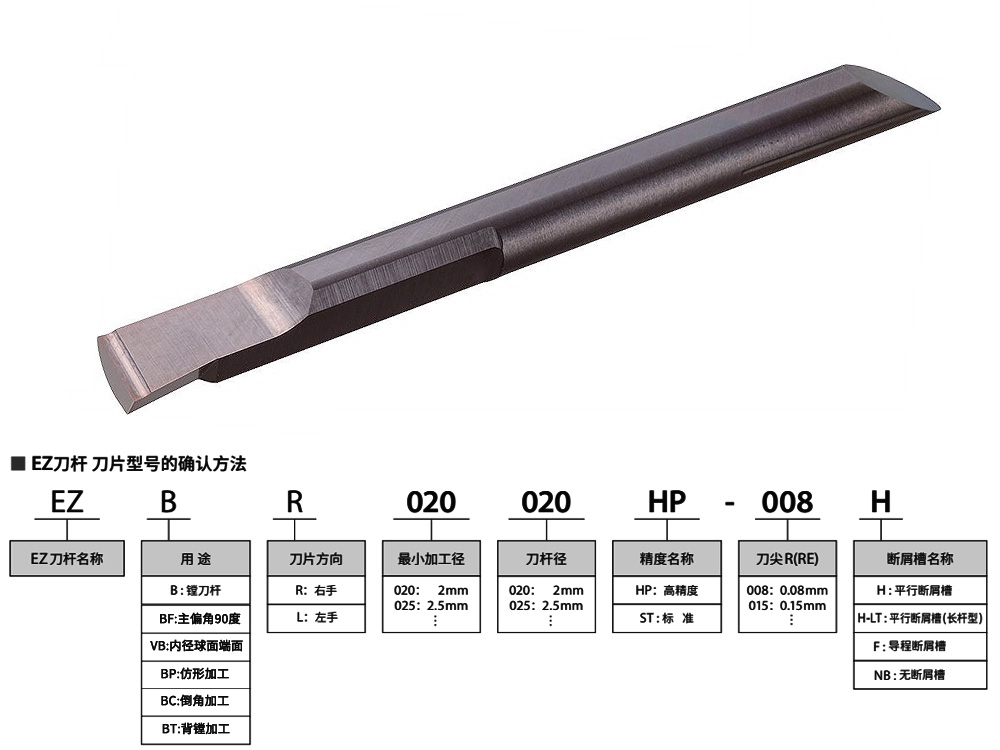 EZBR055050ST-015H PR1725
EZBR055050ST-015H PR1725 -
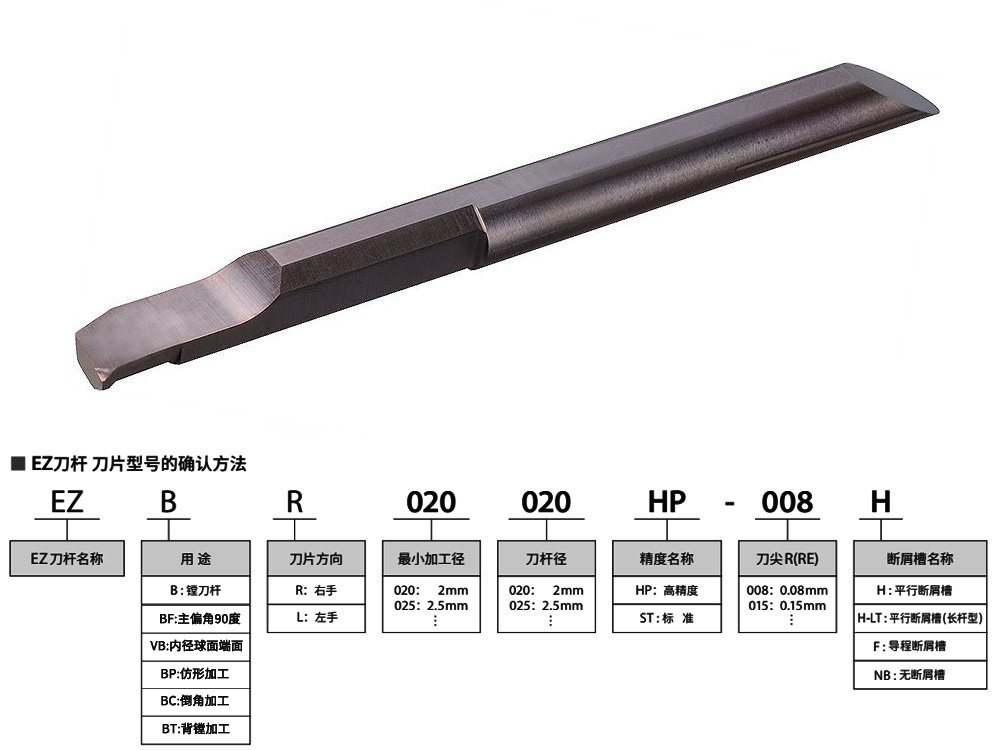 EZBR055050ST-015F PR1725
EZBR055050ST-015F PR1725 -
EZBR055050ST-008H PR1725
-
 2ZDK102HP-3D
2ZDK102HP-3D -
2ZDK101HP-3D
-
2ZDK100HP-3D
-
 3AFK030-045-090
3AFK030-045-090 -
 2FEKM030-100-06
2FEKM030-100-06 -
2FEKM035-100-06
-
B2401400.0100 Rekord 1DF-STEEL-LS-TIN 机用丝锥 M10-ISo2/6H
-
B099C400.0100 Enorm 1-Z-IKZ-GLT-1 机用丝锥 M10-ISo2/6H
-
B0973700.0100 Enorm 1-Z/E-IKZ-TIN 机用丝锥 M10-ISo2/6H
-
674 7.500整体硬质合金自动车床铰刀7.50mm H7
-
674 7.000整体硬质合金自动车床铰刀7.0mm H7
-
674 6.500整体硬质合金自动车床铰刀6.50mm H7
-
 左偏小孔端面槽刀A10.0500.20.00 TAG L X800
左偏小孔端面槽刀A10.0500.20.00 TAG L X800 -
左偏小孔端面槽刀A10.0500.20.00 TAG L X400
-
右偏小孔端面槽刀A10.0500.20.00 AG R X800
-
端面切槽刀杆QS-RF123G14C2020E-038B
-
端面切槽刀杆QS-RF123G14C2020E-034B
-
端面切槽刀杆QS-RF123G055C12E-130B
-
 走心机不锈钢车刀片CCXT 060202EN-M81 CWN2120
走心机不锈钢车刀片CCXT 060202EN-M81 CWN2120 -
 铝合金U钻刀片WCGT 030204FN CTWN415
铝合金U钻刀片WCGT 030204FN CTWN415 -
B3220.C3.033-041.Z2.CC06PSC双刃粗镗刀
-
 B3220.C4.041-055.Z2.CC09PSC双刃粗镗刀
B3220.C4.041-055.Z2.CC09PSC双刃粗镗刀 -
A0021.0 HSS TIN 直柄麻花钻头DIN 338 1.00 mm
-
A002S6.5 HSS TIN 直柄麻花钻头袋装 DIN 338 6.50 mm
-
CN1204负角车削刀片CNMG 120408E-SF:T7335
-
CN1204负角车削刀片CNMG 120408E-SF:T7325
-
191.131 刀片螺钉 M2.5-0.45 x 5 T8
-
191.040 STAR 螺钉
-
190.977 STAR 螺钉
