端面驱动顶尖的工作原理
发布时间:2023-04-11 金属切削,机械制造
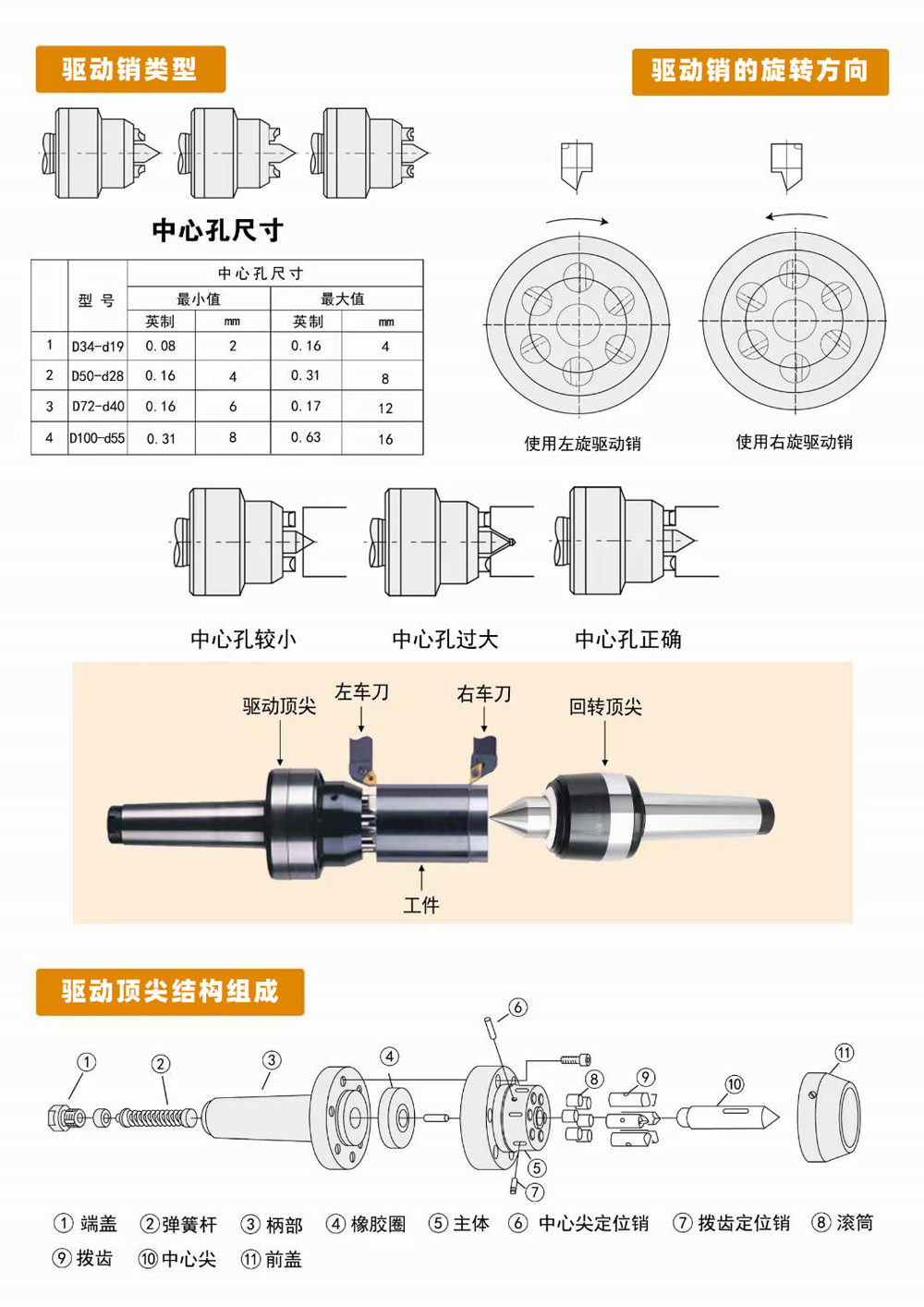
一、通过端面驱动顶尖的中心顶尖和尾座顶尖双顶尖对工件定位
二、借助尾座(或主轴油缸)推力产生工件端面和驱动齿之间的相互作用力;
三、相互作用力下驱动齿扎入工件端面(或产生静止摩擦力)
四、主轴旋转>端面驱动顶尖旋转>驱动工件旋转。

等直径加工不存在“接刀”问题加工工件各有关表面之间的相互位置精度高。
锁紧力紧 使用寿命长,一次装夹 可靠夹持;可一次装夹加工工件全长,不需掉头再装夹至少节省一倍以上的装夹辅助时间。可在不停车状态下装卸工件,不仅能进一步提高生产效率同时有利于降低能耗,延长设备寿命。
工作时,通过尾座顶针把工件推向顶针,则卡爪齿面卡住工件端面,带动工件与主轴同转,从而进行加工。
抗震耐磨,抗震性能强高耐磨性。
精密加工,采用工件中心孔定位,提高了工件加工精度。
提高生产效率,可在不停车状态下装卸工件不仅能进一步提高生产效率。
适用范围广,主要用于加工轴类零件。
经过淬炼回火工艺锻造而成具有硬韧性强、抗腐蚀性等优点,防水防尘。
端面驱动顶尖的材质
主体20CrMnTi
中心尖Gr15
拨齿SKD11
端面驱动顶尖的硬度
中心尖硬度 HRC58-60 拨齿硬度HRC60-65
本体跳动0.01
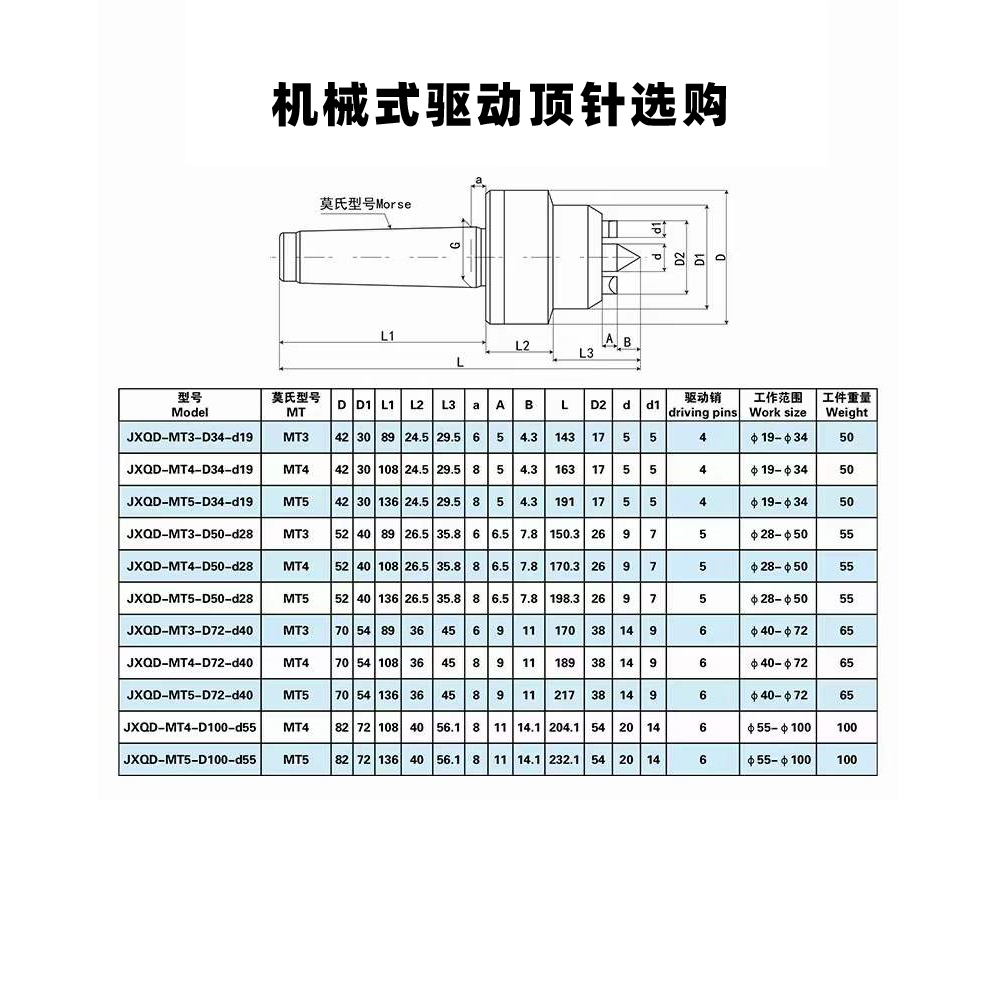
JXQD-MT3-D34-d19
JXQD-MT4-D34-d19
JXQD-MT5-D34-d19
JXQD-MT3-D50-d28
JXQD-MT4-D50-d28
JXQD-MT5-D50-d28
JXQD-MT3-D72-d40
JXQD-MT4-D72-d40
JXQD-MT5-D72-d40
JXQD-MT4-D100-d55
JXOD-MT5-D100-d55
