
VB1604正角车削刀片VBMT 160412E-UR:T9310
加工钢件、铸铁、淬火钢。具有高耐磨性的材质,用于轻微断续切削。可进行精加工或半精加工操作。如果机床-刀具-工件系统结构具有足够的刚度,也可将该材料用于粗加工操作。
45#钢 27SiMn GCR15 CF53 55# 65Mn
低碳钢,长切屑C<0.25%,硬度<125HB;
低碳钢,短切屑,易切钢C<0.25%,硬度<125HB,C15, Ck22, ST37-2, S235JR, 9SMnPb28, GS38;
中碳钢和高碳钢C>0.25%,硬度<220HB(<25HRC),ST52, S355JR, C35, GS60, Cf53;
合金钢和工具钢C>0.25%,硬度<330HB(<35HRC),16MnCr5, Ck45, 紧固件用合金钢21CrMoV5-7, 高硫中碳易切削钢38SMn28 ;
合金钢和工具钢C>0.25%,硬度340-450HB(35-48HRC),轴承钢100Cr6, 调质钢30CrNiMo8, 齿轮钢42CrMo4, 弹簧钢C70W2, 高速工具钢S6525, 高锰钢X120Mn12,铸钢;
铁素体、马氏体、和PH不锈钢,硬度<330HB(<35HRC);
高强度铁素体、马氏体、和PH不锈钢,硬度340-450HB(35-48HRC),高碳高铬马氏体不锈钢X102CrMo17, 铸造耐蚀不锈钢G-X120Cr29;
灰铸铁 硬度120–290HB(<32HRC), GG15, GG25, GG30, GG40, GTW40,HT250;
低-中强度延性铁 (球墨铁)和蠕墨铸铁(CGI) 硬度130–260HB(<28HRC), GGG40, GTS35,QT250;
高强度延性铁和奥氏体回火处理延性铁(ADI) 硬度180–350HB(<43HRC), GGG60, GTW55, GTS65;
- 欧洲进口车削刀具:正前角刀片 负前角刀片 切槽和切断 螺纹车削 内孔插槽。
- 进口刀具:平面铣 浅方肩铣 深方肩铣 浅槽铣 深槽铣 T形槽铣 波状表面(仿形铣) 倒角铣 螺旋插补 对预钻孔进行螺旋插补 插铣 连续钻铣 坡走铣 背面铣削,J(T)-CSD12X J(T)-SAD11E K2-SRC K3-CXP L2-SZP S90SN SAD11E SAD16E SBN10 SHN09C SLN12 SOD05 SOE06Z SPD09 SPN13 SRC20 SRD12 SSD09 SSN11 STN10 STN16 SWN04C
- 镗孔刀具:镗孔刀头 镗孔附件 刀片 镗杆 镗杆套装。U钻快速钻802D 803D 804D 805D。
- 适用范围广
-
HCS 0612
-
DVF 3632
-
DVF 3509
-
VBMT 160412E-UR:T8430
-
VBMT 160412E-UR:T8330
-
VBMT 160412E-UR:T7325
-
CT06RSM10BVP15TF
-
CT06RSM10VP15TF
-
CT0611RSM10VP15TF
-
 460.2-1050-032A1-XM GC34
460.2-1050-032A1-XM GC34 -
 460.1-0850-064A1-XM GC34
460.1-0850-064A1-XM GC34 -
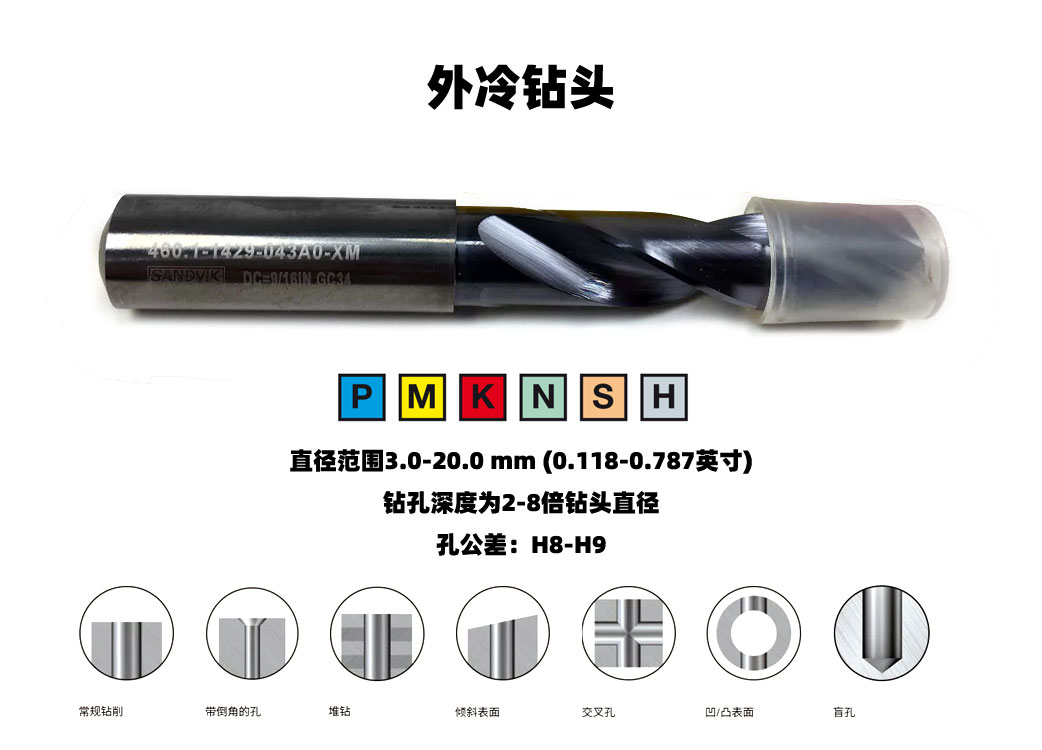 460.1-0420-021A0-XM GC34
460.1-0420-021A0-XM GC34 -
B0503500.5001 Enorm 1-Z 机用丝锥 Nr.2-56 UNC-2B
-
B0503500.0973 Enorm 1-Z 机用丝锥 EG M8-6H mod
-
B0503500.0971 Enorm 1-Z 机用丝锥 EG M6-6H mod
-
FS2123镗刀及配件
-
FS2122镗刀及配件
-
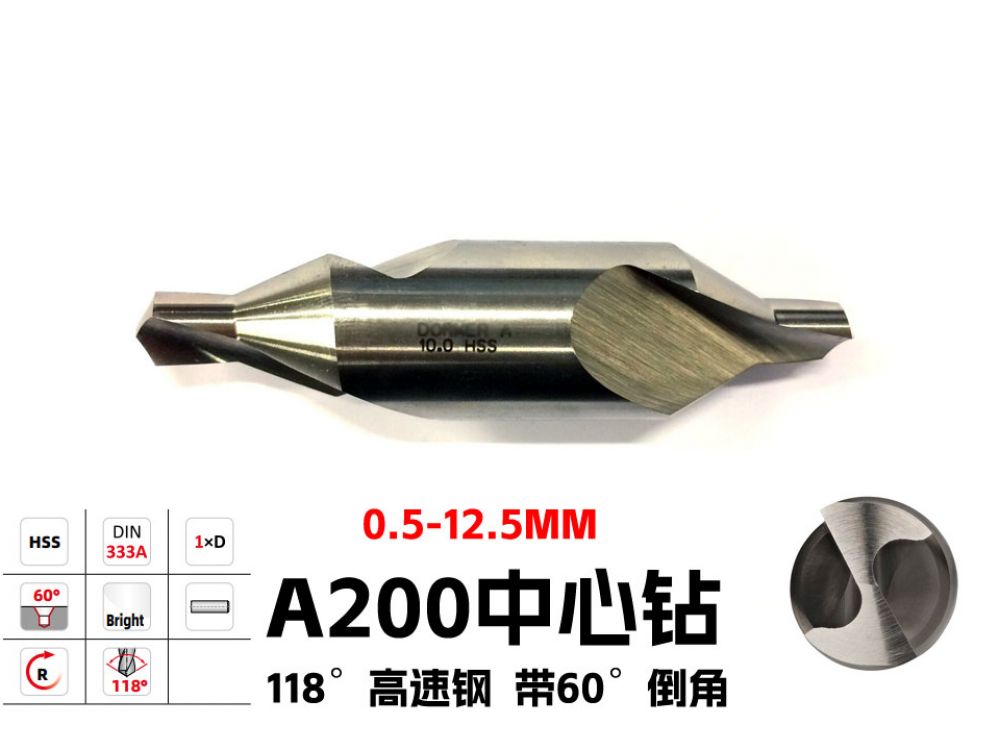 A2001.0X3.15 HSS 公制60度中心钻 DIN 333A 1.00 mm x 3.15 mm
A2001.0X3.15 HSS 公制60度中心钻 DIN 333A 1.00 mm x 3.15 mm -
A2001.25X3.15 HSS 公制60度中心钻 DIN 333A 1.25 mm x 3.15 mm
