
配刀夹 刀卡的大直径U钻。U钻也叫浅孔钻、快速钻、暴力钻等,U钻其实是一种内冷钻头,排削好,可以连续钻孔,这使得U钻打孔的效率很高。U钻钻孔中心高不对,打出来的孔会偏大;使用U钻时一定要考虑机床主轴功率、U钻装夹稳定性、切削液的压力和流量,同时控制好U钻的排屑效果,否则将在很大度上影响孔的表面粗糙度和尺寸精度。使用U钻时,中心刀片应选用韧性好的刀片,周边的刀片应选用比较锋利的刀片。
在正常情况下,使用非对称钻头钻入工件会产生不平衡。阶进技术能够以更低的切削力逐阶钻入,因此能够实现更高的生产率以及严密的孔公差。不仅仅是钻孔。这款刀具也可用于阶梯/倒角钻孔 插钻 螺旋插补铣 镗削 车削。



如果您需要采购U钻刀卡76mm周边刀夹880-D0760-P,可以联系我们,我公司可以提供该产品型号的具体产品参数,并为您报价。钻削是在加工周期后期执行的一道关键工序,此时零件的价值已经很高。因此,钻削是整个加工周期生产效率和盈利水平的决定因素。 孔型和精度要求会影响刀具选择。钻削可能受到不规则或斜进刀/退刀面以及交叉孔的影响。 孔型无论是通孔、盲孔、倒角孔、阶梯孔、入口孔、出口孔、交叉孔都可以咨询我们选择合适的钻头。我公司销售可转位钻头,可换尖钻头,整体合金钻头,高速钢钻头,用于钢件、不锈钢、铸铁、高温合金、钛合金和HRSA、铝合金、有色金属、淬硬铣削的刀片和材质欢迎致电联系。
| 品名 | 规格型号 | 直径 | 有用长度 | 总长度 | 系列 |
|---|---|---|---|---|---|
| 4倍径U钻 | 880-D0780L50-04 | 78 mm | 316 mm | 466 mm | 880-07 |
| 1.562英寸U钻 | A880-D1562LX38-05 | 39.675 mm | 198.38 mm | 300.7 mm | 880-07 |
| 1.437英寸U钻 | A880-D1437LX38-04 | 36.5 mm | 146 mm | 246.9 mm | 880-07 |
| 3倍径U钻 | 880-D0790L50-03 | 79 mm | 237 mm | 387 mm | 880-07 |
| 4倍径U钻 | 880-D0790L50-04 | 79 mm | 316 mm | 466 mm | 880-07 |
| 3倍径U钻 | 880-D3600L40-03 | 36 mm | 111.6 mm | 209 mm | 880-07 |
| 周边刀夹 | 880-D0770-P | 77 mm | - mm | - mm | 880-07 |
| 1.437英寸U钻 | A880-D1437LX38-05 | 36.5 mm | 182.5 mm | 283.4 mm | 880-07 |
| 43U钻 | 880-D4300C5-03M1 | 43 mm | 129 mm | 234 mm | 880-07 |
| 39U钻 | 880-D3900C6-03 | 39 mm | 117 mm | 209 mm | 880-07 |
| U钻钻体 | 880-D075-079L50-3 | 75-79 mm | 237 mm | 387 mm | 880-07 |
| 43U钻 | 880-D4300C6-03M1 | 43 mm | 129 mm | 242 mm | 880-07 |
| 3倍径U钻 | 880-D0740L50-03 | 74 mm | 222 mm | 382 mm | 880-07 |
| 3倍径U钻 | 880-D0820V80-04 | 82 mm | 336 mm | 434 mm | 880-07 |
| 1.625英寸U钻 | A880-D1625LX38-04 | 41.275 mm | 165.1 mm | 268.6 mm | 880-07 |
| 41U钻 | 880-D4100C6-03 | 41 mm | 123 mm | 217 mm | 880-07 |
| 3倍径U钻 | 880-D0770L50-03 | 77 mm | 237 mm | 387 mm | 880-07 |
| 5倍径U钻 | 880-D3800L40-05 | 38 mm | 193.8 mm | 292 mm | 880-07 |
| 4倍径U钻 | 880-D4000L40-04 | 40 mm | 164 mm | 263 mm | 880-07 |
| 2倍径U钻 | 880-D4200L40-02 | 42 mm | 88.2 mm | 189 mm | 880-07 |
-
 A880-D1687LX38-05
A880-D1687LX38-05 -
A880-D1687LX38-04
-
A880-D1687LX38-03
-
880-D0750-P
-
 880-D0750-C
880-D0750-C -
 880-D075-079L50-4
880-D075-079L50-4 -
 2UI14UNTMVTX 用于铣刀螺纹加工的 TMSD 刀片
2UI14UNTMVTX 用于铣刀螺纹加工的 TMSD 刀片 -
2UI14UNTMVBX 用于铣刀螺纹加工的 TMSD 刀片
-
 LIST520P0820
LIST520P0820 -
LIST520P0810
-
LIST520P0800
-
 GC10R100-005 PR1725
GC10R100-005 PR1725 -
GC10L300-020 PR1725
-
GC10L250-020 PR1725
-
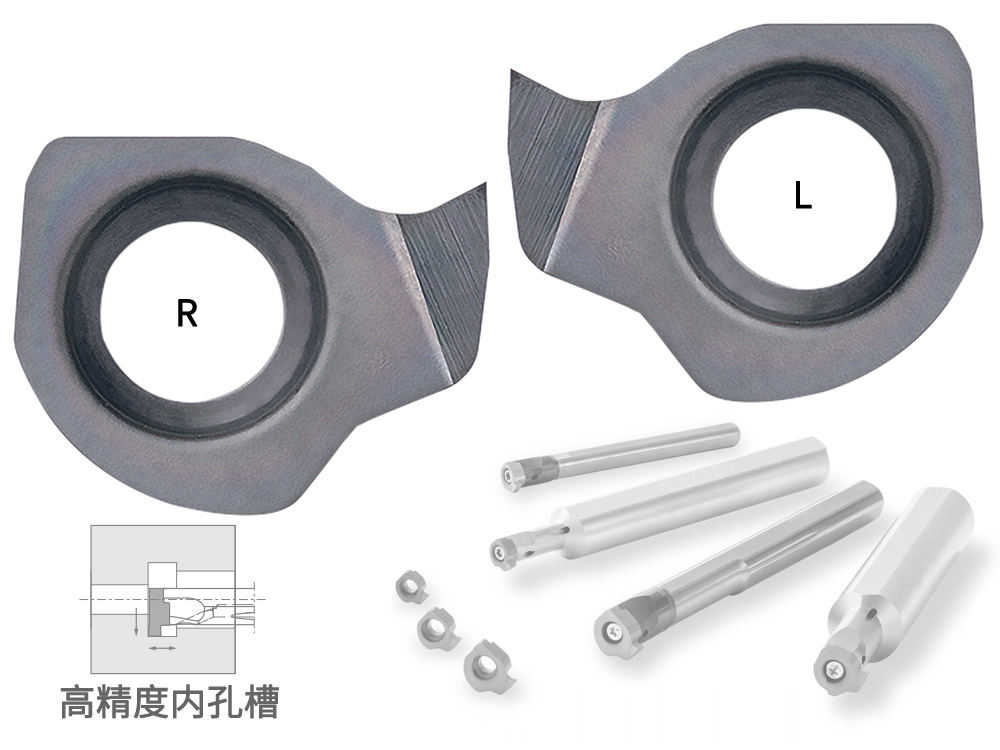
 4JER060-090-R03
4JER060-090-R03 -
 3AFK030-045-090
3AFK030-045-090 -
 4MFK040-110
4MFK040-110 -
C0456001.0112 Rekord 2D-TI-NT2 机用丝锥 M12-6HX
-
C0453701.0112 Rekord 2D-Z-TIN 机用丝锥 M12-6HX
-
C030J401.0112 Rekord 2C-NI-PM-TICN 机用丝锥 M12-6HX
-
1427 3.030整体硬质合金数控机床铰刀3.030mm 公差带:+0.004/+0.005
-
1427 3.020整体硬质合金数控机床铰刀3.020mm 公差带:+0.004/+0.005
-
1427 3.010整体硬质合金数控机床铰刀3.010mm 公差带:+0.004/+0.005
-
 右偏小孔螺纹镗刀A05.UN20.02.15.52 MR X800
右偏小孔螺纹镗刀A05.UN20.02.15.52 MR X800 -
右偏小孔螺纹镗刀A05.UN20.02.15.52 MR X400
-
左偏小孔螺纹镗刀A05.UN20.02.15.52 ML X800
-
730 2.870整体合金钻头 2.870mm h7 DIN 6539 光亮处理
-
730 2.820整体合金钻头 2.820mm h7 DIN 6539 光亮处理
-
730 2.800整体合金钻头 2.8mm h7 DIN 6539 光亮处理
-
高温合金车刀片TNMG 220416EN-M34 CTP5115
-
高温合金车刀片TNMG 220408EN-M34 CTP5115
-
B4030.N6.16-20.Z1.TC06.S精镗刀
-
B4030.N6.16-20.Z1.TC06.L精镗刀
-
A0021.0 HSS TIN 直柄麻花钻头DIN 338 1.00 mm
-
A1004.0 HSS ST 直柄麻花钻头DIN 338 4.00 mm
-
CN1606负角车削刀片CNMG 160616E-NMR:T7335
-
CN1606负角车削刀片CNMG 160616E-NMR:T7325
