丝锥切削锥形的种类
发布时间:2022-08-02 金属切削,机械制造
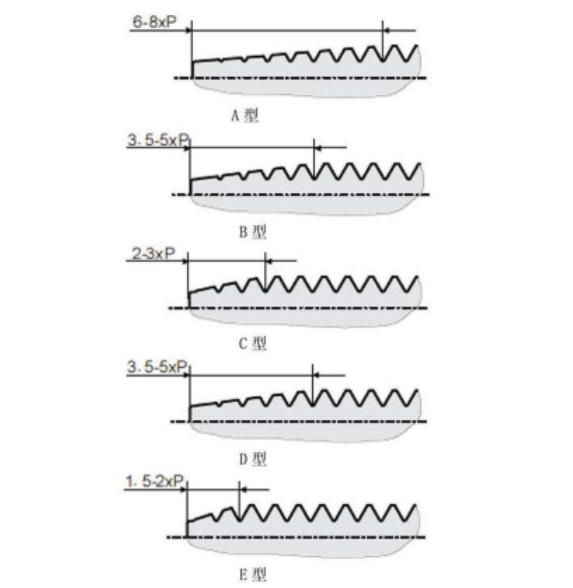
丝锥切削锥在加工过程中,承担了全部的切削工作。实际生产中,丝锥切削锥长度用螺纹的螺距数(牙数)来表示,并且也在DIN2197中被规定。它一共被分成A,B,C,D,E共5种类型。
|
切削锥型 |
切削锥牙数 |
底孔 |
|
A |
6至8 |
手动丝锥,通孔 |
|
B |
4 至5 |
通孔 |
|
C |
2至3 |
通,盲孔 |
|
D |
3.5至5 |
盲孔 |
|
E |
1.5至2 |
盲孔 |
切削锥的主要任务是切削材料。
它的长短由底孔形状和被加工材料及其它加工条件所限制。 一般来说,通孔丝锥由于没有螺纹收尾,所以可以采用较长的切削锥形B。而盲孔丝锥由于受到螺纹收尾长度的限制,通常只能采用较短的切削锥形C。 直槽丝锥由于也要加工盲孔,所以也采用C型。 切削锥越长,每齿所承受的力就越小,所以在加工硬材料时,可以采用长切削锥。但另一方面,切削锥越长,切屑就越薄而长,也就越容易产生切屑缠绕。
如果在加工盲孔时,螺纹收尾非常短(<2.5个牙)时,会采用短锥型E。但是由于E型太短,每个切削齿所承受的切削力太大,所以,对丝锥的寿命影响不利。
如果在加工盲孔时,材料硬度很高,而螺纹收尾又足够长的时候也可以采用D型。但由于锥形长,加工普通材料时,容易产生长屑,对排屑不利,故也少用。
如果在加工通孔时,需要更长的切削锥时,也可以采用A型。但是切削锥太长,攻丝效率也会下降,也容易产生长屑,通常只有在手动丝锥或螺距较大时采用。
综上所述,Z常用的切削锥为B型(通孔)和C型(盲孔),当盲孔螺纹收尾较短(<2.5个牙)时,应采用 E型短锥形。
