如何选择U钻的切削参数?
发布时间:2022-12-12 金属切削,机械制造
U钻切屑成形和排屑是钻削中的关键因素,取决于工件材料、钻头 / 刀片槽型的选择、冷却液压力 / 流量和切削参数。切屑堵塞会导致钻头径向移动,从而影响孔质量、钻头寿命和可靠性,或导致钻头 / 刀片崩断。
当切屑能够从钻头中顺畅排出时,切屑成形是可接受的。对其进行识别的上乘方法是在钻削过程中进行监听。连续的声音表示排屑良好,断续的声音表示切屑堵塞。检查进给力或功率监控器。如果存在异常,则原因可能是切屑堵塞。查看切屑:如果切屑长而弯曲,但未卷曲,则表示出现切屑堵塞。查看孔:出现切屑堵塞后,将看到粗糙表面。
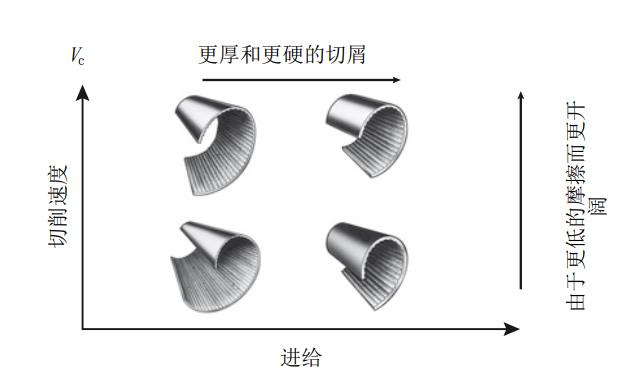
切削速度的影响 - vc
| 切削速度过高: 后刀面磨损过快 塑性变形 孔质量差和孔公差不良 |
切削速度过低: 积屑瘤 排屑不良 长时间连续切削 |
进给的影响 - fn
| 高进给率: 断屑较硬 切削时间较短 刀具磨损较小但钻头刃崩裂危险增加 孔质量降低 |
低进给率: 长切屑材料的推荐选择 质量改进 刀具磨损加快 长时间连续切削 |
获得高质量的孔
排屑
确保排屑性能符合要求。切屑堵塞影响孔质量和可靠性 / 刀具寿命。钻头 / 刀片槽型和切削参数至关重要。
稳定性、刀具装夹
使用尽可能短的钻头。使用跳动量尽可能小的精制刚性刀柄。确保机床主轴状况良好并且精确对准。确保零件固定且稳定。为不规则表面、斜面和交叉孔应用正确的进给率。
刀具寿命
检查刀片的磨损情况,预设刀具寿命管理程序。非常有效的方法是使用进给力监视器监视钻削。
维护
定期更换刀片夹紧螺钉。先清洁刀座,再更换刀片,确保使用扭矩扳手。在重磨整体硬质合金钻头之前,不要超过至大磨损量。
