森拉天时高动态车削 (HDT)动态 FreeTurn
粗加工、精加工、仿形车削、端面及径向车削现在仅通过 1 把刀具就可全部实现
通过全新的高动态车削(简称 HDT)技术以及 FreeTurn 车削刀具,CERATIZIT 正引领着传统车削方式的转变。粗加工、精加工、仿形车削、端面和纵向车削等常见车削作业,如今仅需一把刀具即可完成。
在传统车削工艺中,每个轮廓需要不同的刀具去加工。这会产生巨大的刀具成本和较长的刀具更换时间。采用高动态车削 (HDT),动态 FreeTurn 刀具可以利用铣削主轴实现全方位自由度。切削刃可以通过刀具轴线的旋转来改变主偏角,这会为您节省刀具数量及换刀时间。
HDT & FreeTurn 可使您的加工时间Z多减少 25%
一睹为快。这个视频是传统车削方式和采用 HDT 技术的 FreeTurn 加工的直观对比结果:FreeTurn 减少了 25% 的加工时间。
FreeTurn刀具拥有优化了轮廓干涉区域的细长型刀杆,其与刀柄一起构成了一个稳固的整体式结构,创意巧妙的外观设计让刀具能够轻松到达非常狭窄的加工区域。搭配在刀杆上安装螺钉锁紧式可转位刀片的特别设计,以及具备多种不同复合切削刃性能的刀片,使得FreeTurn刀具能够满足不同角度、槽型、涂层及材质的各种不同加工需求。
另外,森拉天时还通过将FreeTurn刀具安装在铣削主轴上完美实现360°自由车削。随着铣削主轴的旋转,切削刃可根据加工需求灵活变化,轻松应对各个工件的加工需求,所有车削加工都可通过这一把刀具来实现,大大减少了刀具成本和换刀时间。另外,加工过程中主偏角是灵活可调的,也可以适时调整进给,从而确保了优异的切屑控制。
优势概览
几乎所有工件轮廓均可加工
进给率提高 40%
空走刀行程减少达 90%
工艺过程中可调节进给率
有效的主偏角调整切削,得以提升表面质量
FreeTurn 的多功能性意味着可减少换刀次数
减少机床所需的刀具空间
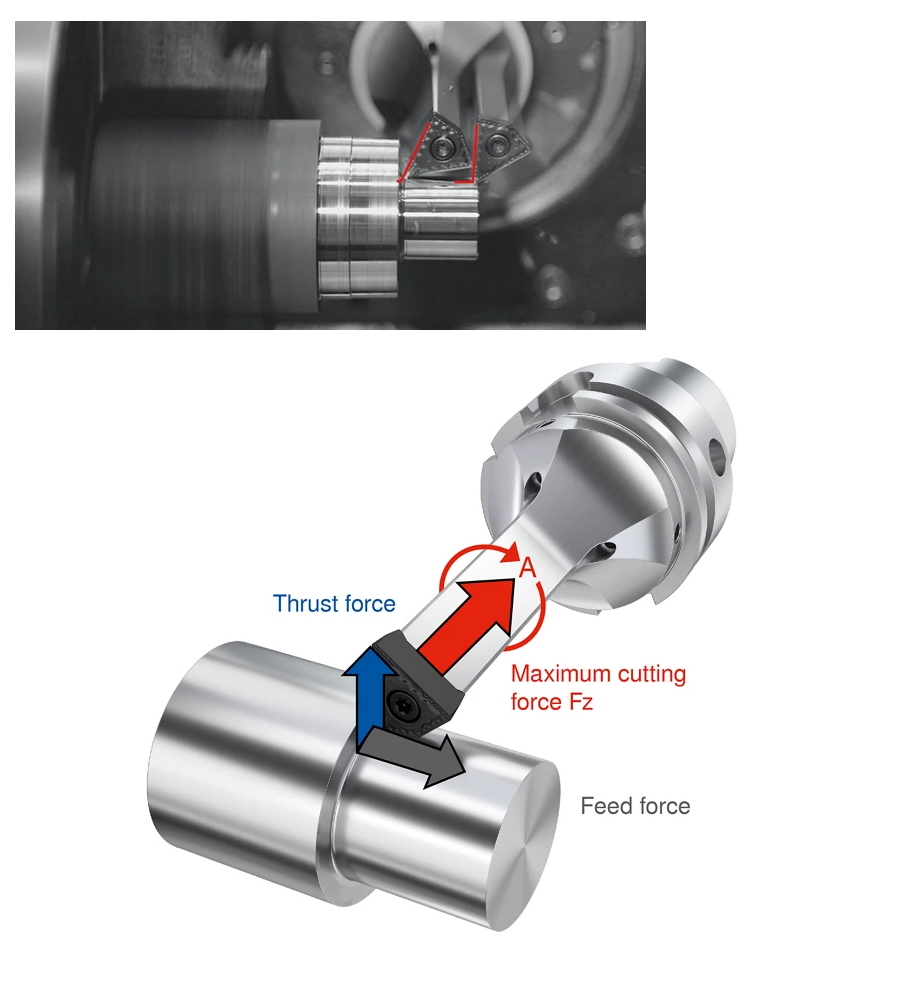
不同于传统车削,主要切削力(切削力 Fz)通过刀具传递到主轴上而不是传递到刀杆上。这样确保Z优的切削力传递减少停机时间.
Thrust force = 推力
Maximum cutting force Fz = Z大切削力 Fz
Feed force = 进给力
FreeTurn 刀具 – 1 款可转位刀片可实现多种车削应用
我们的 FreeTurn 刀具采用整体式设计,它的特征是一个细长的刀杆和一个用螺钉固定的可转位刀片。
FreeTurn 可转位刀片由几个不同的切削刃组成。独立的刀尖角、刀尖圆角、断屑槽、涂层和刀片材质可以根据需要复合在一个刀片上。这样做的主要好处是,仅使用 1 把刀具即可实现不同的车削工艺。
仅需 1 把刀具即可完成全部车削加工
减少刀具类型,实现大幅节约
显著节省换刀时间
集三种 ISO 几何设计的可转位刀片于一体。
带有不同刀尖角、刀尖圆角、断屑槽、涂层和刀片材质的可转位刀片可以实现个性化的应用
通过可变的主偏角进行所有平面的车削
将 FreeTurn 刀具安装到各种轴上,例如铣削主轴,可以实现不同方向加工的可能性。另外,主偏角在加工过程中实时可变,不仅仅可以完成绝大部分零件轮廓所有方向的动态加工,也可以调整进给实现完美的切屑控制。
主偏角在加工中实时可变
可调进给
完美的切屑控制
全方位动态车削
拉削和推削
FreeTurn 的切削速度为 VC 220 m / 分钟,进给率为 f 0.48 mm / rev,进给深度 ap 为 4 mm,明显领先于传统刀具。精加工的切削速度为 400 m / 分钟。“我们知道我们的 FreeTurn 很出色。但是,我们从未想到在钢件 (X40CrMoV51) 加工中实现如此高的切削速度
