车床刀塔(刀架)上安装钻头注意事项
发布时间:2023-04-17 金属切削,机械制造
车床刀塔(刀架)上安装钻头,如何设置钻体来实现稳定加工是很重要的问题
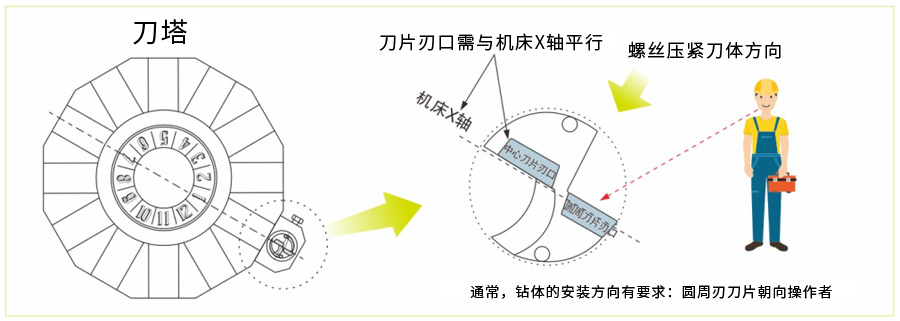
安装钻体时,刀片刃口需与机床X轴平行;通常,钻体的安装方向有要求:圆周刃刀片朝向操作者;由千钻体的压紧面与刀片刃口平行,锁紧刀体,钻头刃口保证能与机床X轴平行。
检查刃口高度;
刃口高度是影响稳定加工的一个重要因素
中心刀片的刃口高度应比机床旋转中心低0.2mm左右;请用—根圆柱校准来检查机床旋转中心和刀杆中心的误差此时,检查中心高的测量点应与刀杆的悬伸长度相同;如果没有校准棒,镗刀杆的精磨部分也可用作替代。

通过试切检查调整结果
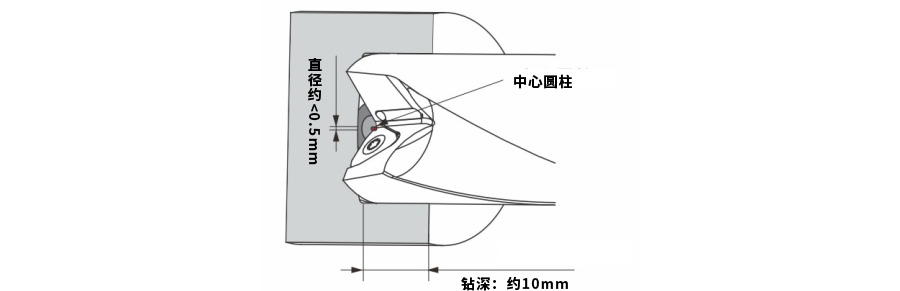
安装好钻头,需通过试切检查刀具中心。
如果钻体设置正确,孔底会留有直径约<0.5mm的小圆柱。如果没有小圆柱,则钻体“高千中心"。如果小圆柱直径大于1mm,则钻体”大大低于中心"。这些情况下,刃口高度需重新检查。试切时,进给量应小千0.1mm/rev,钻深应为10mm。
调整刀片刃口高度
当刀片刃口高度不对时,需作如下调整
当钻体“高于中心”
此切削条件下,中心刃刀片很容易崩刀,必须纠正。
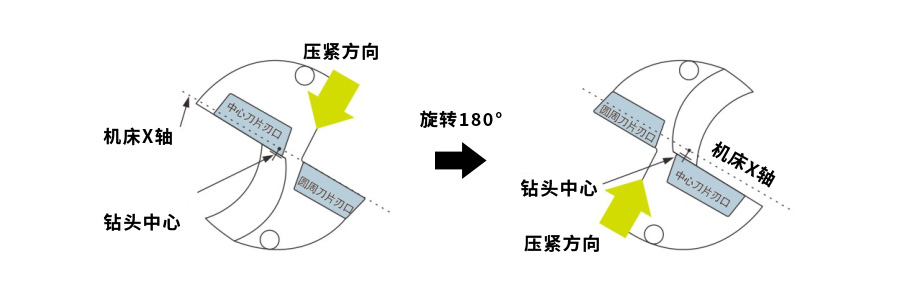
方法1:改变钻体安装方向
方法2:钻体旋转180°
在方法2,钻体削平面背面需增加削平面。
当钻体 “稍微高于中心” (约0.05mm),此时 , 更换装夹刀位可能会有改善。
当钻体 “大大低千中心”(0.2mm或更多)
此时 , 孔底会残留较大直径的小圆柱 , 井会伴有严重振动。改善方法: 使用EZ变径套 , 可将刃口高度调整至正确值。

