
25倍径2.4毫米内冷微孔整体硬质合金钻头DB133-25-02.400A1-WJ30ER
25倍径2.4毫米内冷微孔整体硬质合金钻头加工深度60毫米8184828以小尺寸实现高工艺可靠性,为确保大的稳定性优化了结构尺寸,引导钻,具有合适的直径公差和 150° 钻尖角,通过钻头上匹配的切削刃准备实现非常好的工件表面质量。
25 倍径 2.4 毫米 内冷 微孔 整体硬质合金钻头 加工深度 60 毫米 DB133-25-02.400A1-WJ30ER 8184828 以小尺寸实现高工艺可靠性,为确保大的稳定性优化了结构尺寸,引导钻,具有合适的直径公差和 150° 钻尖角,通过钻头上匹配的切削刃准备实现非常好的工件表面质量。
- HSS高速钢钻头\粉末合金钻头。
- 整体硬质合金钻头、平底钻头、深孔钻头。
- 内冷钻头、外冷钻头、涂层钻头。
- 适用范围广:钢件、不锈钢、铸铁、铝合金、钛合金、镍合金、淬火钢、复合材料加工。
-
 K5191TFT-7
K5191TFT-7 -
K5191TFT-6
-
K5191TFT-5
-
DB133-25-02.381A1-WJ30ER
-
DB133-25-02.300A1-WJ30ER
-
DB133-25-02.200A1-WJ30ER
-
4FER6RDVRX 用于车床上螺纹加工的 F-Line 刀片
-
4FER6NVAMVTX 用于车床上螺纹加工的 F-Line 刀片
-
MHSC.50.R.04-11-H63A-63
-
MHSC.50.R.04-11-H63A-100
-
MHSC.50.R.03-19-H63A-100
-
2544K.003
-
1034RZ.020020
-
1034RZ.016020
-
B0503530.5011 Enorm 1-Z 机用丝锥 3/8-16 UNC-2B +0,05
-
B0503530.5010 Enorm 1-Z 机用丝锥 5/16-18 UNC-2B +0,05
-
B0503530.5009 Enorm 1-Z 机用丝锥 1/4-20 UNC-2B +0,05
-
模块铰刀头PMX6-9H7-EB45 RX2000
-
模块铰刀头PMX6-8H7-EB45 RX2000
-
模块铰刀头PMX6-32H7-EB45 RX2000
-
 10mm内孔左手STACME5逗号螺纹刀片D10.SA05.01.10 ML X800
10mm内孔左手STACME5逗号螺纹刀片D10.SA05.01.10 ML X800 -
10mm内孔左手STACME5逗号螺纹刀片D10.SA05.01.10 ML X400
-
10mm内孔右手NPT27逗号螺纹刀片D10.NP27.02.10 MR X800
-
1719 20.000 粉末含钴高速钢 内冷无屑挤压丝锥 M20 6HX
-
1719 16.000 粉末含钴高速钢 内冷无屑挤压丝锥 M16 6HX
-
1719 12.000 粉末含钴高速钢 内冷无屑挤压丝锥 M12 6HX
-
 460.2-1050-032A1-XM GC34
460.2-1050-032A1-XM GC34 -
 460.1-0850-064A1-XM GC34
460.1-0850-064A1-XM GC34 -
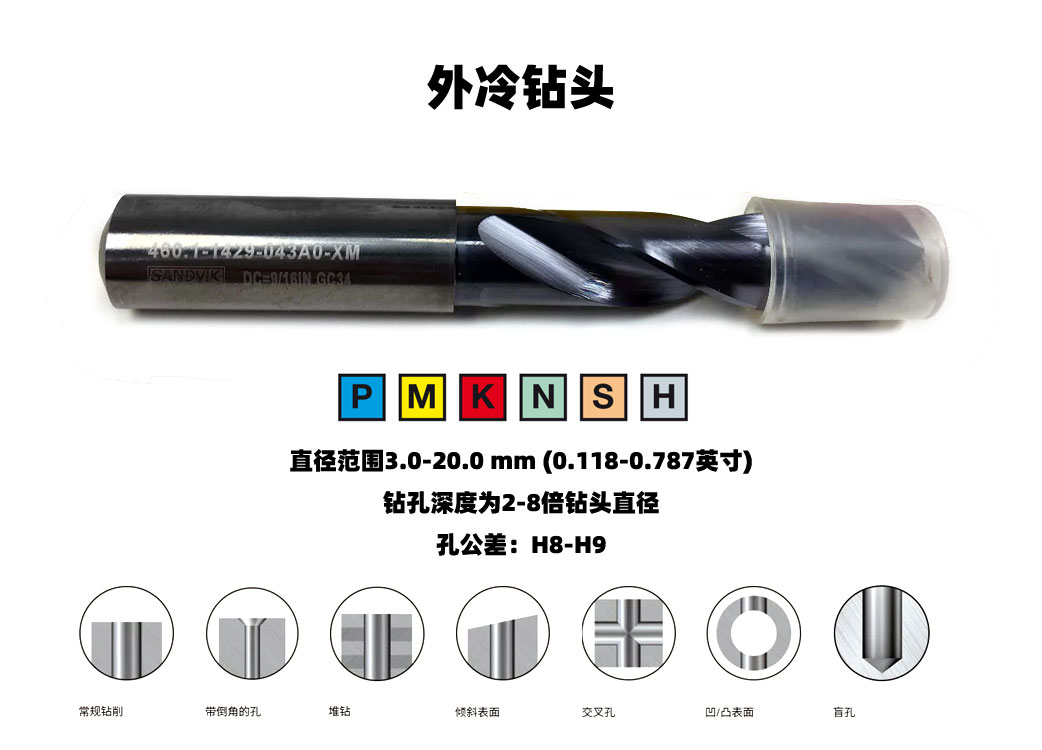 460.1-0420-021A0-XM GC34
460.1-0420-021A0-XM GC34 -
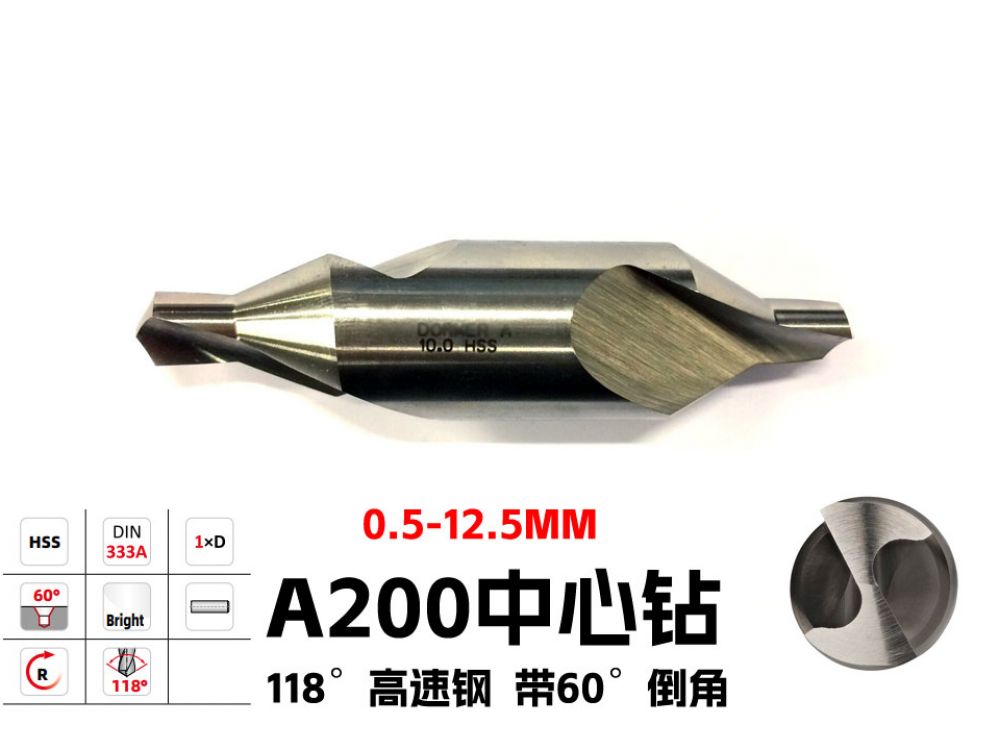 A2001.0X3.15 HSS 公制60度中心钻 DIN 333A 1.00 mm x 3.15 mm
A2001.0X3.15 HSS 公制60度中心钻 DIN 333A 1.00 mm x 3.15 mm -
A2001.25X3.15 HSS 公制60度中心钻 DIN 333A 1.25 mm x 3.15 mm
-
VC0702正角车削刀片VCGT 070204E-SF3:T6310
-
VC0702正角车削刀片VCGT 070204E-FF2:T8430
