












高进给铣刀片415N-050212M-M30 1010
品名
高进给铣刀片
型号
415N-050212M-M30 1010
产地
瑞典STWK
小直径、高进给面铣刀数控加工中心刀片,高金属去除率和4刃刀片,单个零件成本降低,生产率提高。应用:高进给粗面铣和型腔加工,坡走铣加工。
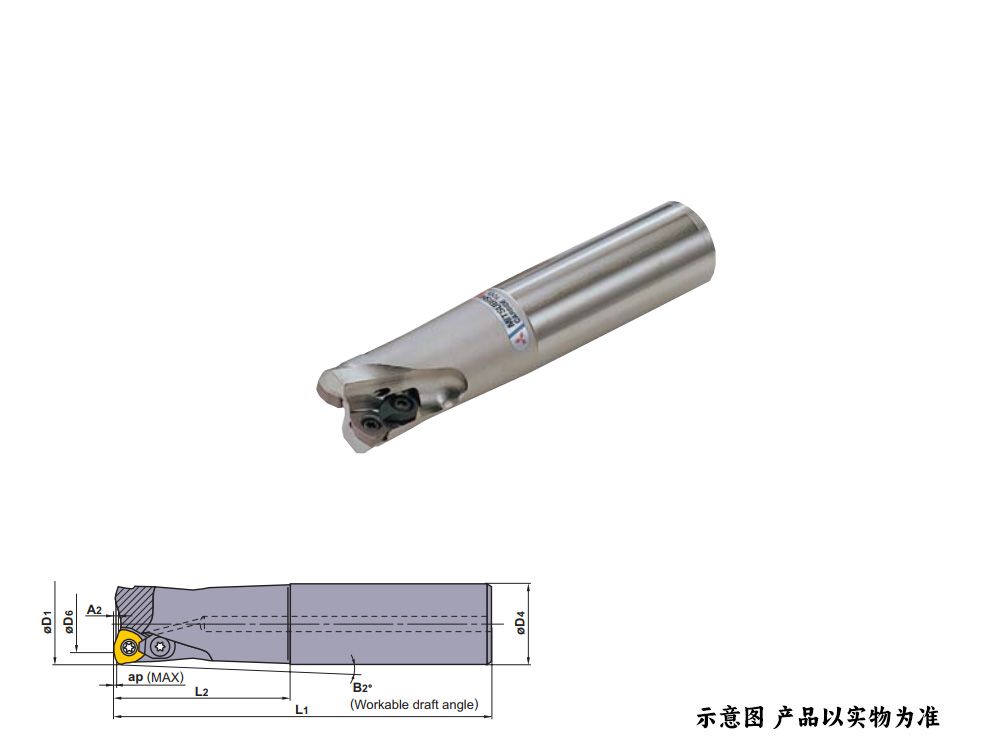
高进给刀杆直径:13-32 mm (0.5-1.25英寸),IC05刀片:可达ap 0.85 mm (0.034英寸),IC07刀片:可达ap 1.2 mm (0.047英寸)。
槽型:M-M30,这种通用槽型有两种不同的刀尖圆弧半径可供选择,适用于多种不同的材料。
415N-05 02 06M-M30刀片编程半径R1.5
415N-05 02 12M-M30刀片编程半径R2.0
415N-07 03 10M-M30刀片编程半径R2.2
415N-07 03 20M-M30刀片编程半径R2.8
刀片锁紧扭矩值
正确的扭矩值为0.6 Nm (IC05刀片) 和1.2 Nm (IC07刀片)。
装配说明
安装新刀片时,彻底清洁刀座。由于IC05刀片尺寸较小,加工ISO M和ISO S材料时,建议在后刀面磨损 (Vb) 达到大值0.15 mm (0.006英寸) 时更换切削刃。
成功坡走铣的3个关键因素
坡走铣是在加工型腔时接近工件的一种有效方法。有3个必须正确应用才能成功完成坡走铣工序的关键因素。


| 牌号名称 |
1010 |
| 牌号详情描述 |
非常硬的薄 PVD 涂层材质,用于对硬度高于等于 36 HRC 的淬硬钢进行轻载粗加工到精加工,对于湿式和干式加工都应在稳定的工况下使用。也是钢件、不锈钢、铸铁精加工补充材质。 |
| ISO应用范围1 | H05-H15 |
| ISO应用范围2 | P05-P15,M05-M10,K01-K10,S05-S10 |
| 基体类型 | 硬质合金 |
| 牌号涂层 | PVD TiAlN 涂层 |
| 牌号颜色 | 黑灰色 |
应用于以下数控车刀片产品系列:

RA216-16 03 M-M 1010 RA216-13 02 M-M 1010 RA216-25 04 M-M 1010 RA216-32 06 M-M 1010 R245-12 T3 E-W 1010 R216-16 03 M-M 1010 R390-17 04 08M-PL 1010 RCHT 09 T3 00-PL 1010 R390-11 T3 08M-PM 1010 R216-32 06 M-M 1010 RCHT 12 04 M0-PL 1010
R390-17 04 08M-PM 1010 R216-30 06 M-M 1010 R216-25 04 M-M 1010 R216-20 T3 M-M 1010 R390-11 T3 16M-PM 1010 R216-12 02 M-M 1010 RCHT 10 T3 M0-PL 1010 R390-11 T3 08M-PL 1010 R245-12 T3 E-PL 1010 RCHT 13 04 00-PL 1010 R390-11 T3 08E-PL 1010 R390-11 T3 31M-PM 1010 R390-17 04 08E-PL 1010 R390-11 T3 31E-PM 1010 R390-11 T3 20E-PM 1010 R390-11 T3 16E-PM 1010 R390-11 T3 12E-PM 1010 R390-17 04 40E-PM 1010 R390-17 04 31E-PM 1010 R390-17 04 24E-PM 1010 R390-17 04 20E-PM 1010 R390-17 04 16E-PM 1010 R390-17 04 12E-PM 1010 R390-17 04 64E-PM 1010 R390-17 04 60E-PM 1010 R390-17 04 50E-PM 1010 R300-1032E-PM 1010 R300-1240E-PM 1010 R300-0828E-PM 1010 R216-10 02 E-M 1010 R390-18 06 12M-PM 1010 RA216F-10 26 E-L 1010 RA216F-13 30 E-L 1010 RA216F-16 40 E-L 1010 RA216F-19 50 E-L 1010 R216F-08 24 E-L 1010 R216F-10 26 E-L 1010 R216F-12 30 E-L 1010 R216F-16 40 E-L 1010 R216F-20 50 E-L 1010 R216F-25 60 E-L 1010 R216F-30 70 E-L 1010 R216F-32 70 E-L 1010
R390-18 06 12H-PL 1010 R390-18 06 08H-PL 1010 R390-18 06 50H-PL 1010 R390-18 06 60H-PL 1010 R390-18 06 64H-PL 1010 R210-09 04 12M-PM 1010 R210-14 05 12M-PM 1010 R245-18 T6 M-PM 1010 R300-1240M-PH 1010 R300-1648M-PH 1010 R300-1340E-PM 1010 R300-0932E-PM 1010 R300-1648E-PM 1010 R245-12 T3 M-PM 1010 R300-0828E-PL 1010 R300-1032E-PL 1010 R245-12 T3 M-PL 1010 R300-1240E-PL 1010 R210-09 04 14E-PM 1010 R210-14 05 14E-PM 1010
R365-1505ZNE-PM 1010 R790-160408PH-PL 1010 R790-220508PH-PL 1010 490R-08T308M-PL 1010 490R-08T308M-PM 1010 490R-08T312M-PM 1010 490R-08T316M-PM 1010 345R-1305M-PM 1010 345R-1305M-PH 1010 345R-1305M-PL 1010 R300-2060E-PM 1010 R300-2060M-PH 1010 R300-2570E-PL 1010 345R-1305E-PL 1010 345N-1305E-PW8 1010 345N-1305E-PW5 1010 HNEF 09 05 04-KL 1010 HNEF 09 05 08-KM 1010 HNEF 09 05 08R-KW 1010
600-1045M-ML 1010 600-1045E-ML 1010 600-1252M-ML 1010 600-1252E-ML 1010 419R-1405E-MM 1010 419R-1405M-PH 1010 425N-1707E-KLW12 1010 415N-05 02 06M-M30 1010 415N-07 03 10M-M30 1010 5B90N-090504E-NL 1010 415N-07 03 20M-M30 1010 415N-05 02 12M-M30 1010 MH20-060320M-M20 1010 MH20-080425M-M20 1010
如果您需要采购高进给铣刀片415N-050212M-M30 1010,可以联系我们,我公司可以提供该产品型号的具体产品参数,并为您提供一个好的价格。无论铣削平面、台肩、槽、齿轮还是复杂的3D形状,您都能在这里找到所需的铣刀。我们的高效铣削刀具将使您具备竞争优势并帮助您保持高生产效率。用于钢件、不锈钢、铸铁、高温合金、钛合金和HRSA、铝合金、有色金属、淬硬铣削的刀片和材质欢迎致电联系。
| 品名 | 规格型号 | 品牌 | 适合加工 | 材质 | 在线联系 |
|---|---|---|---|---|---|
| 高进给铣刀片 | 415N-050206M-M30 1010 | 瑞典STWK | 淬硬钢 | 1010 | 在线联系 |
| 高进给铣刀片 | 415N-050212M-M30 1010 | 瑞典STWK | 淬硬钢|铸铁 | 1010 | 在线联系 |
-
415N-050212M-M30 S40T
-
415N-050212M-M30 S30T
-
415N-050212M-M30 1130
-
415N-050212E-M30 S40T
-
415N-050212E-M30 S30T
-
415N-050212E-M30 1040
-
 NVRC8-6.0ULH-156/037 标准刀杆
NVRC8-6.0ULH-156/037 标准刀杆 -
NVRC8-6.0U-156/003 标准刀杆
-
 AJX08R253SA25S
AJX08R253SA25S -
AJX08R406SA32S
-
M5468-160-B40-10-10
-
M5468-160-B40-08-10
-
M5468-125-B40-08-10
-
M5468-125-B40-08-08
-
1386C.022
-
1386C.020
-
1386C.018
-
 460.2-1050-032A1-XM GC34
460.2-1050-032A1-XM GC34 -
 460.1-0850-064A1-XM GC34
460.1-0850-064A1-XM GC34 -
 460.1-0420-021A0-XM GC34
460.1-0420-021A0-XM GC34 -
B0102000.1056 Rekord 1A-GG-NT 机用丝锥 LK-M10-BT
-
B0203000.1056 Rekord 1B-VA-NT 机用丝锥 LK-M10-BT
-
B0203100.1056 Rekord 1B-VA-TIN 机用丝锥 LK-M10-BT
-
整体合金去毛刺铰刀 11.970mm 4103 11.970
-
整体合金去毛刺铰刀 9.970mm 4103 9.970
-
整体合金去毛刺铰刀 7.970mm 4103 7.970
-
 右偏小孔端面槽刀A04.23.0050.13.00 AG R X400
右偏小孔端面槽刀A04.23.0050.13.00 AG R X400 -
右偏小孔端面槽刀A04.23.0050.13.00 AG R X800
-
右偏小孔端面槽刀A04.34.0050.13.00 AG R X400
-
切槽切断刀杆RF151.23-2525-40M1
-
切槽刀可换刀头570-32R151.21-32-40
-
切槽刀可换刀头570-32R151.21-30-30
-
螺纹铣刀杆T9131000-25X5
-
螺纹铣刀杆T9111050-5XT25
-
螺纹铣刀杆T9111030-3XT10
-
701 1.000整体合金微型精密钻头 1.0mm h5 光亮处理
-
2464 8.800整体合金钻头 8.8mm h7 nanoFIRE
-
701 0.900整体合金微型精密钻头 0.9mm h5 光亮处理
-
刀具配件AE22 +2.5
-
刀具配件AE22 +0.5
-
刀具配件AE22
-
20A02R032A20ED10R31-170 MILL 1-10 立铣刀 90° D=20 Z=2 L=170 R3
-
20A02R032A20ED10-170 MILL 1-10 立铣刀 90° D=20 Z=2 L=170
-
20A02R028M10ED10 MILL 1-10 螺钉-ON END MILL 90° D=20 Z=2
