












带圆角槽铣刀片N331.1A-145008E-L50 2040
品名
三面刃铣刀片
型号
N331.1A-145008E-L50 2040
产地
瑞典STWK
硬质合金CVD TiCrN+Al2O3+TiN涂层不锈钢精加工带圆角槽铣刀片N331.1A-145008E-L50 2040刀尖圆角R0.8
多用途三面刃铣刀具刀片,高质量表面、高金属去除率和真正的90°刀尖使这款铣刀成为同类中生产率很高的产品。
产品范围
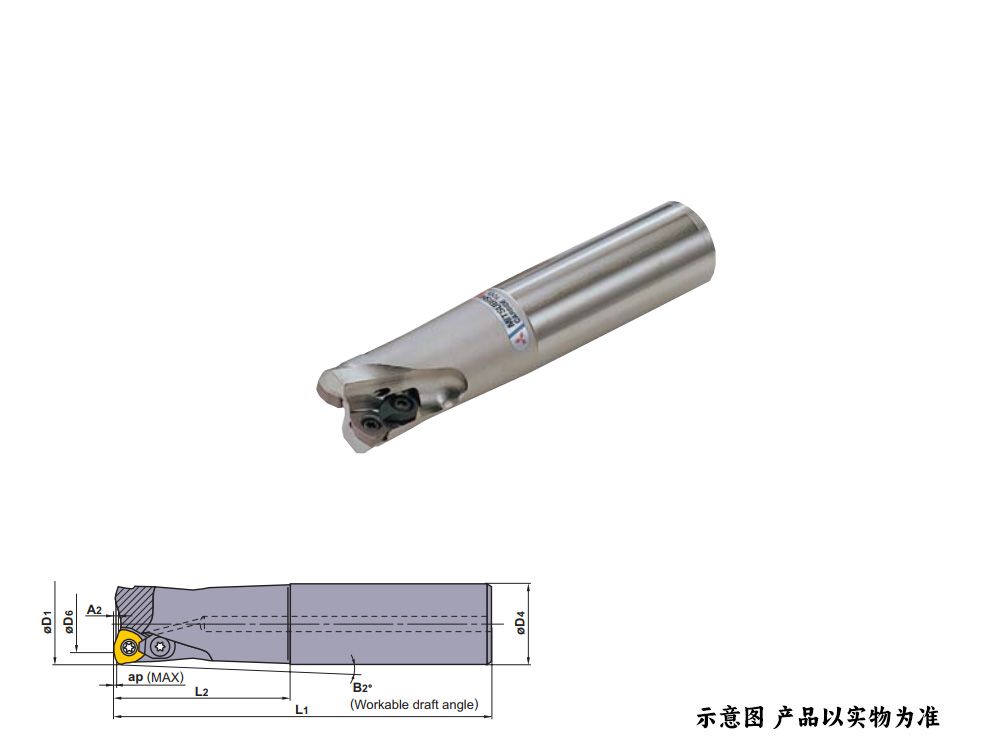
固定刀片槽设计
直径:40–125 mm (1.5-3英寸),宽度:6-10 mm (0.25-0.5英寸),接口:键槽孔、圆柱直柄、侧楔式,冷却液:所有铣刀均提供内冷设计和非内冷设计。
可调单侧铣铣刀
直径:80-315 mm (3.15-12英寸),宽度:6–26.5 mm (0.236-1.043英寸),接口:键槽孔、圆柱直柄、侧楔式、心轴,冷却液:直径为80-160 mm (3.15-6英寸) 的铣刀提供内冷设计。
可调三面刃铣刀
直径:80-315 mm (3.15-12英寸),接口:键槽孔、圆柱直柄、侧楔式、心轴,冷却液:直径为80-160 mm (3.15-6英寸) 的铣刀提供内冷设计。
刀具描述
单侧铣、带圆角槽铣、固定刀片式槽铣、刀座盒式槽铣。
切槽、切断、双侧铣、方肩铣、面铣、背铣、排铣、圆弧插补铣。
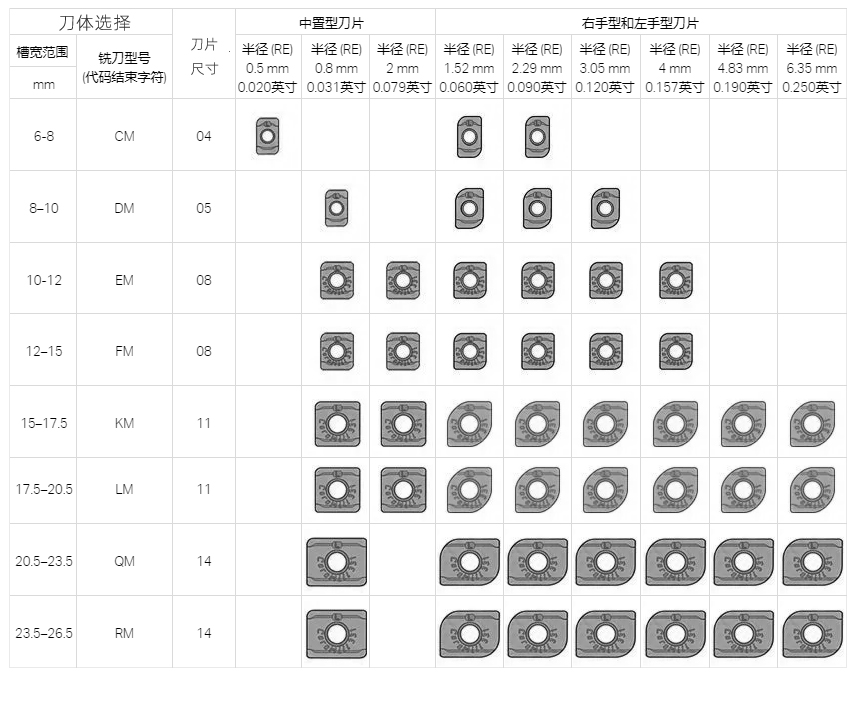
使用大刀尖圆角半径刀片
在较低的设定范围内调整铣刀宽度 (CW) 时,在刀尖半径与底部的相交处,槽底可能出现一个小切口。
推荐PVD材质作为切槽应用,CVD材质作为单侧铣应用。


设计用于不锈钢干式加工中稳定性较差但对韧性要求高的半精铣到粗铣应用。高进给率、大直径和大径向吃刀量。
用于高温合金在对韧性要求高的应用中进行粗加工。在湿式和干式加工中需要大直径或大径向吃刀量时用作 S40T 的补充材质。
钢件用于在湿式和干式加工中对韧性要求高的应用中进行粗加工,是混合材料加工的选择。
奥氏体不锈钢 X5CrNi18-10, X2CrNiMo 17 13 2, G-X25CrNiSi18 9,X15CrNiSi 20 12; SUS304 SUS316L
高强度奥氏体不锈钢和铸造不锈钢 硬度<230HB(<25HRC), X2CrNiMo 13 4, X5NiCr 32 21, X5CrNiNb 18 10,G-X15CrNi 25-20;
双相不锈钢 硬度135-275HB(<30HRC), X8CrNiMo27 5, X2CrNiMoN22 5 3, X20CrNiSi25 4,G-X40CrNiSi27 4;铁素体、马氏体、和PH不锈钢,硬度<330HB(<35HRC);
高强度铁素体、马氏体、和PH不锈钢,硬度340-450HB(35-48HRC),高碳高铬马氏体不锈钢X102CrMo17, 铸造耐蚀不锈钢G-X120Cr29;
如果您需要采购带圆角槽铣刀片N331.1A-145008E-L50 2040,可以联系我们,我公司可以提供该产品型号的具体产品参数,并为您提供一个好的价格。无论铣削平面、台肩、槽、齿轮还是复杂的3D形状,您都能在这里找到所需的铣刀。我们的高效铣削刀具将使您具备竞争优势并帮助您保持高生产效率。用于钢件、不锈钢、铸铁、高温合金、钛合金和HRSA、铝合金、有色金属、淬硬铣削的刀片和材质欢迎致电联系。
| 品名 | 规格型号 | 品牌 | 适合加工 | 材质 | 在线联系 |
|---|---|---|---|---|---|
| 三面刃铣刀片 | N331.1A-145008E-L30 2040 | 瑞典STWK | 不锈钢 | 2040 | 在线联系 |
| 三面刃铣刀片 | N331.1A-145008E-L50 2040 | 瑞典STWK | 不锈钢 | 2040 | 在线联系 |
-
N331.1A-145008E-L50 S30T
-
N331.1A-145008E-L30 S30T
-
N331.1A-145008H-WM H13A
-
N331.1A-145008E-L30 2040
-
R331.1A-145040H-WM 1130
-
L331.1A-145040H-WM 1130
-
 3DIR2.5ISOVKX 用于车床上螺纹加工的 D 型刀片
3DIR2.5ISOVKX 用于车床上螺纹加工的 D 型刀片 -
5I6ACMETM028/070VKX 用于铣刀上螺纹加工的 TM 标准刀片
-
 AJX08R253SA25S
AJX08R253SA25S -
AJX08R406SA32S
-
M5468-160-B40-10-10
-
M5468-160-B40-08-10
-
M5468-125-B40-08-10
-
M5468-125-B40-08-08
-
1936A.0750
-
1936A.0625
-
1936A.0500
-
 460.2-1050-032A1-XM GC34
460.2-1050-032A1-XM GC34 -
 460.1-0850-064A1-XM GC34
460.1-0850-064A1-XM GC34 -
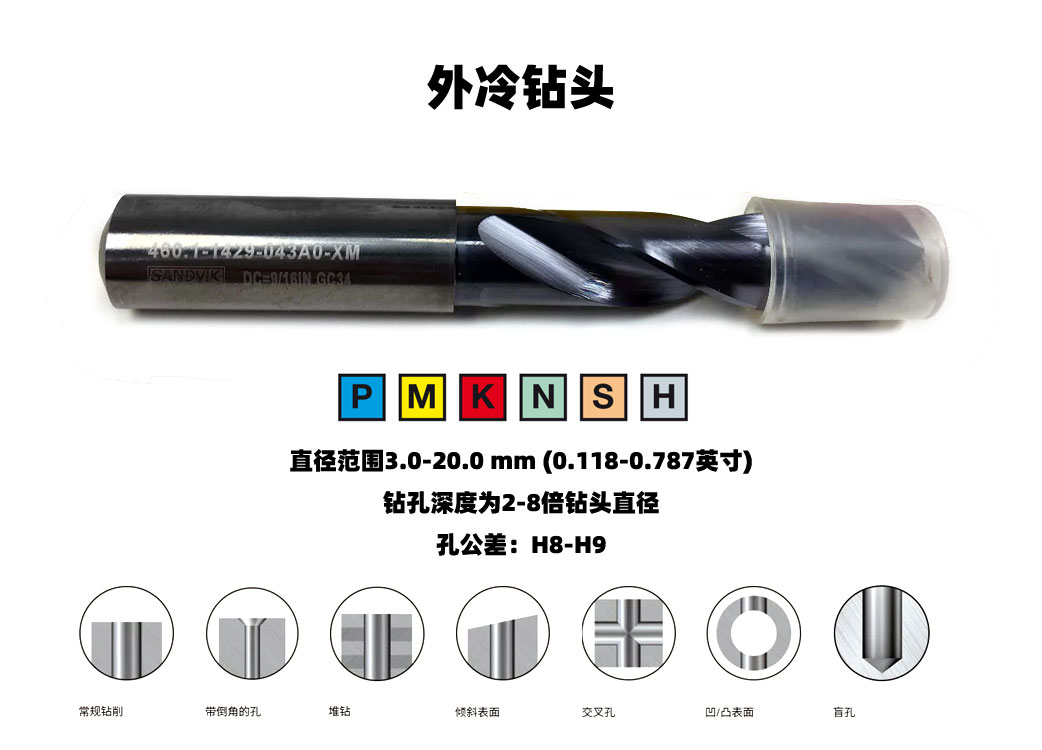 460.1-0420-021A0-XM GC34
460.1-0420-021A0-XM GC34 -
B0102000.1056 Rekord 1A-GG-NT 机用丝锥 LK-M10-BT
-
B0203000.1056 Rekord 1B-VA-NT 机用丝锥 LK-M10-BT
-
B0203100.1056 Rekord 1B-VA-TIN 机用丝锥 LK-M10-BT
-
 F2482TMS-7.5硬质合金机用内冷直槽HSC铰刀柄DIN 6535 HA精度H7
F2482TMS-7.5硬质合金机用内冷直槽HSC铰刀柄DIN 6535 HA精度H7 -
F2482TMS-7硬质合金机用内冷直槽HSC铰刀柄DIN 6535 HA精度H7
-
F2482TMS-6.5硬质合金机用内冷直槽HSC铰刀柄DIN 6535 HA精度H7
-
 右偏小孔端面槽刀A04.23.0050.13.00 AG R X400
右偏小孔端面槽刀A04.23.0050.13.00 AG R X400 -
右偏小孔端面槽刀A04.23.0050.13.00 AG R X800
-
右偏小孔端面槽刀A04.34.0050.13.00 AG R X400
-
切槽切断刀杆RF151.23-2525-40M1
-
PSC切槽切断刀柄C8-LF123K16-42080B
-
PSC切槽切断刀柄C8-LF123J25C51080E
-
螺纹铣刀杆T9131000-25X5
-
螺纹铣刀杆T9111050-5XT25
-
螺纹铣刀杆T9111030-3XT10
-
701 1.000整体合金微型精密钻头 1.0mm h5 光亮处理
-
811 6.000 钢件 40度螺旋角 含钴高速钢 机用螺旋槽丝锥 M6 6H FORM:C
-
701 0.900整体合金微型精密钻头 0.9mm h5 光亮处理
-
螺纹车刀片06IL 1.00 ISO IC228
-
螺纹车刀片06IL 1.25 ISO IC228
-
螺纹车刀片06IL A 60 IC228
-
112.243 FIX PERFECT 刀具夹紧栓
-
112.244 FIX PERFECT 刀具夹紧栓
-
112.254 FIX PERFECT 刀具夹紧栓
