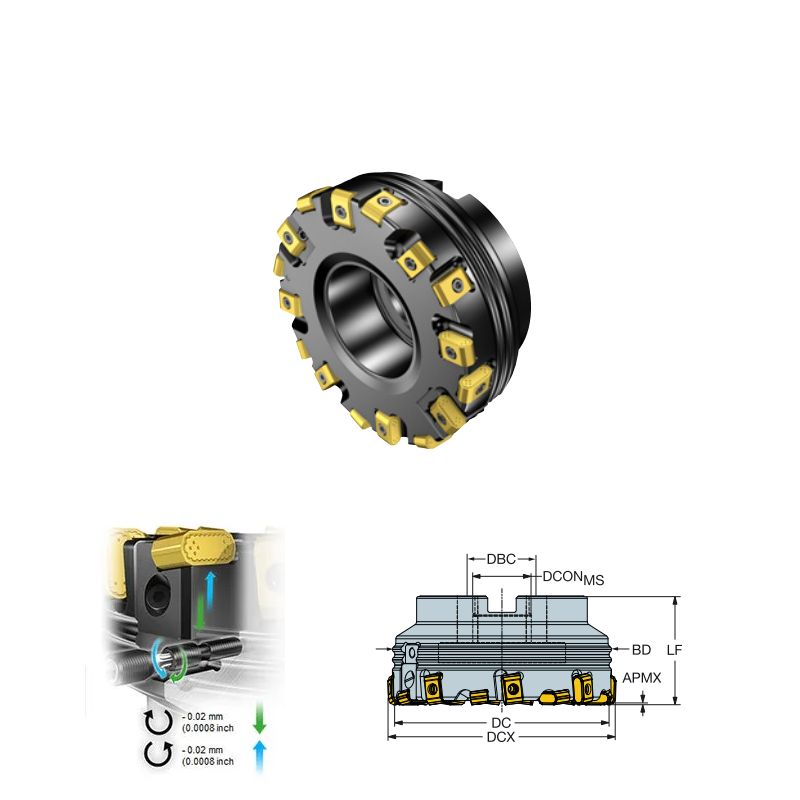
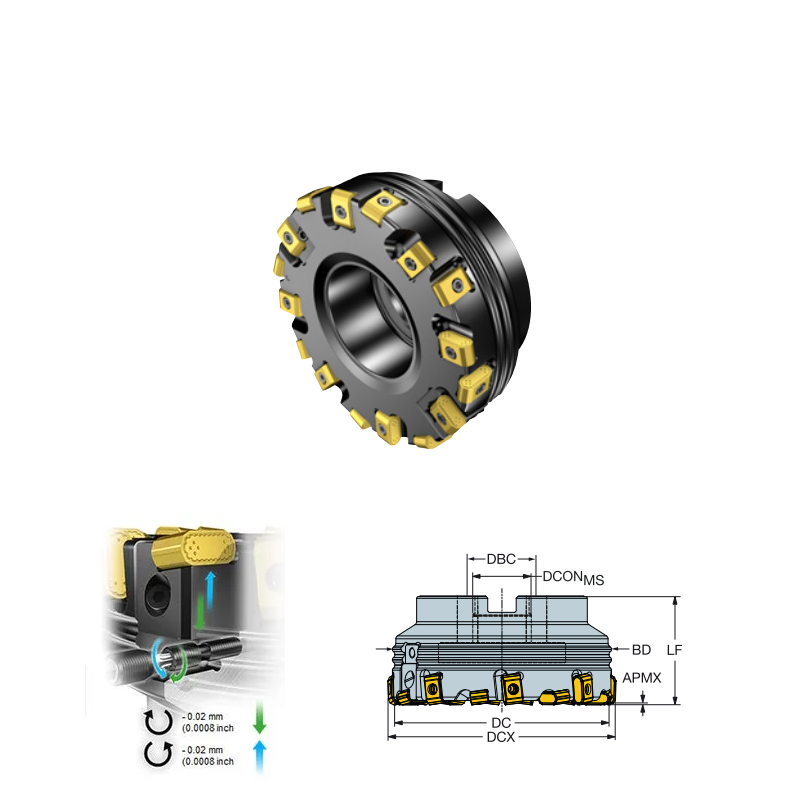
100mm直径12刃气缸盖密齿精铣刀盘425-100Q32-17H
品名
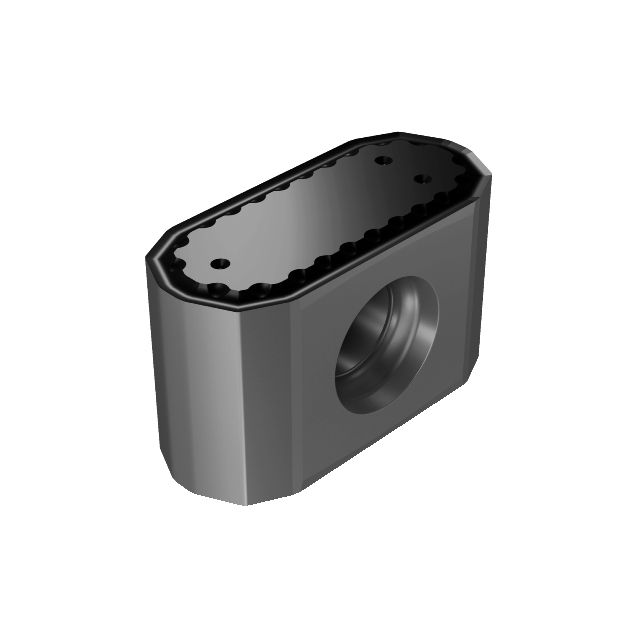
425面铣精加工刀盘
型号
425-100Q32-17H
切削直径
Φ100 mm
425是为汽车行业开发的一种铸铁面铣精加工概念,精确而可靠的调节系统。它具有8条切削刃,同一多刃刀片同时用作工作刀片和Wiper (修光刃) 刀片,并且安装在相同的位置。 铸铁精面铣刀片具有25°主偏角和经过优化的不同倒角的刀片设计有助于减少崩碎和毛刺形成,表面质量处于Ra < 1 μm和Rz < 10 μm、WT < 10 μm (对应推荐的切削参数) 以及Rmax < 15 μm的范围内,材料:灰口铸铁、球墨铸铁、蠕墨铸铁。主要零件:发动机气缸体、气缸盖、其他零件:轴壳、制动器托架、曲轴箱。

如果您需要采购100mm直径12刃气缸盖密齿精铣刀盘425-100Q32-17H,可以联系我们,我公司可以提供该产品型号的具体产品参数,并为您报价。铣削已经进化成为一种可加工工序范围非常广泛的方法。除了所有传统应用之外,对于以往通过车削、钻削或攻丝加工的孔、螺纹、型腔和表面而言,铣削也是一项强大的替代方案。方肩铣、面铣、仿形铣、铣槽和切断、倒角铣削 、车铣、铣孔和型腔铣/型腔加工。必须认真考虑要铣削的特征。这些特征可能位于深处,因此需要加长的刀具;也可能包含中断处和夹杂物。工件表面可能比较难加工,带有铸造表皮或锻造氧化皮。在因薄壁件或夹紧不牢固而导致刚性差的情况下,必须使用专用刀具和加工策略。还必须分析工件材料及其机械加工性以确定上佳切削参数。铣削方法的选择将决定所需的机床类型。面铣/方肩铣或铣槽可在3轴机床中执行,铣削三维轮廓则需要选择性地使用4轴或5轴机床。用于钢件、不锈钢、铸铁、高温合金、钛合金和HRSA、铝合金、有色金属、淬硬铣削的刀片和材质欢迎致电联系。
| 名称 | 型号 | 切削直径 | 切削部件标识符 | 标题 |
|---|---|---|---|---|
| 425面铣精加工刀盘 | 425-100Q32-17H | 100 mm | 425N-1707 | 100mm直径12刃气缸盖密齿精铣刀盘425-100Q32-17H |
| 425面铣精加工刀盘 | 425-160Q40-17H | 160 mm | 425N-1707 | 160mm直径发动机密齿精铣刀盘425-160Q40-17H |
| 425面铣精加工刀盘 | 425-250Q60-17H | 250 mm | 425N-1707 | 250mm直径曲轴箱密齿精铣刀盘425-250Q60-17H |
| 425面铣精加工刀盘 | 425-200Q60-17H | 200 mm | 425N-1707 | 200mm直径曲轴箱密齿精铣刀盘425-200Q60-17H |
| 425面铣精加工刀盘 | 425-125Q40-17H | 125 mm | 425N-1707 | 125mm直径发动机密齿精铣刀盘425-125Q40-17H |
-
425-250Q60-17H
-
425-200Q60-17H
-
425-160Q40-17H
-
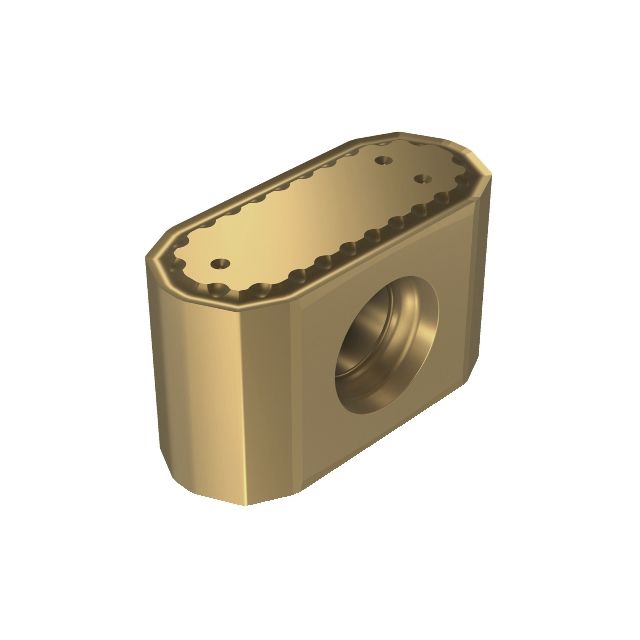 425N-1707E-KLW12 K20W
425N-1707E-KLW12 K20W -
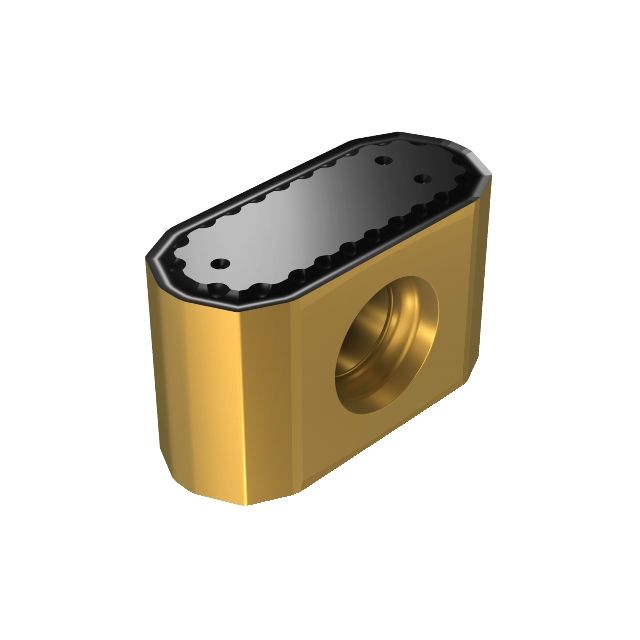 425N-1707E-KLW12 3330
425N-1707E-KLW12 3330 -
425N-1707E-KLW12 3220
-
 425N-1707E-KLW12 1020
425N-1707E-KLW12 1020 -
 425N-1707E-KLW12 1010
425N-1707E-KLW12 1010 -
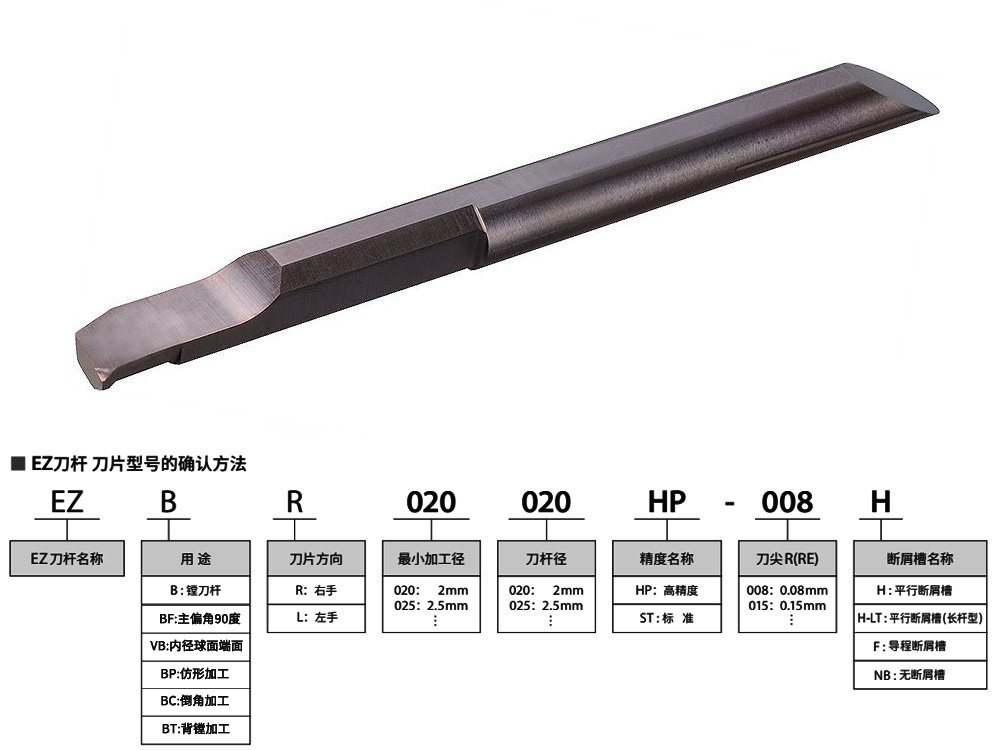 EZBR035030ST-015F PR1225
EZBR035030ST-015F PR1225 -
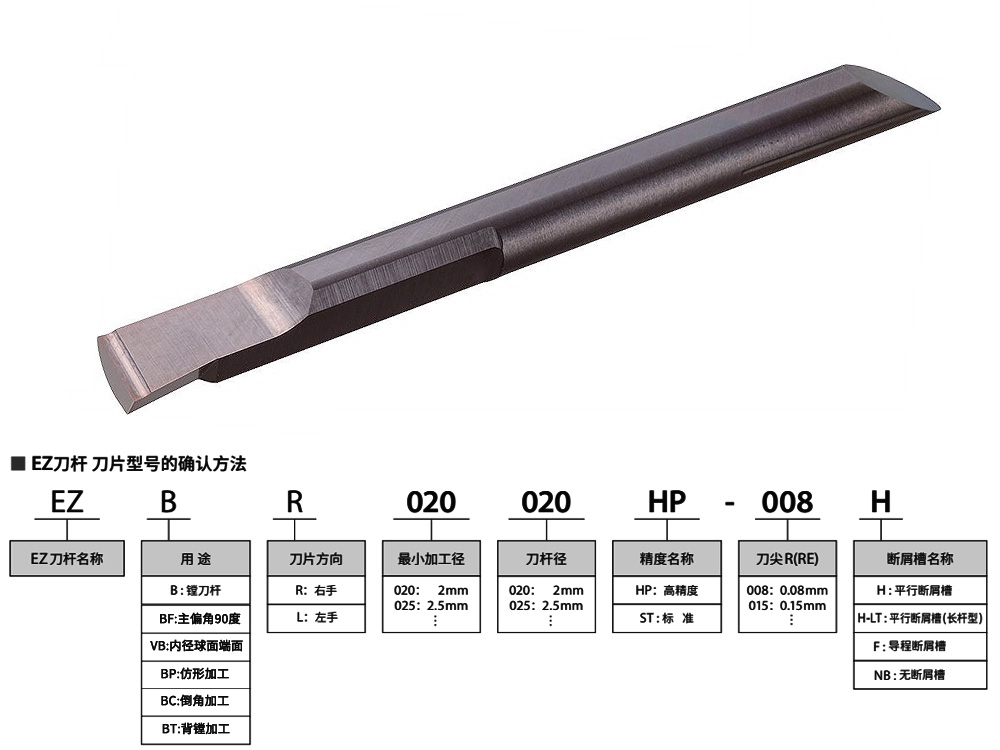 EZBR035030ST-008H PR1225
EZBR035030ST-008H PR1225 -
EZBR035030ST-005F PR1225
-
 2ZDK010HP-1.5D
2ZDK010HP-1.5D -
2ZDK011HP-1.5D
-
2ZDK012HP-1.5D
-
 B0102000.1056 Rekord 1A-GG-NT 机用丝锥 LK-M10-BT
B0102000.1056 Rekord 1A-GG-NT 机用丝锥 LK-M10-BT -
B0203000.1056 Rekord 1B-VA-NT 机用丝锥 LK-M10-BT
-
B0203100.1056 Rekord 1B-VA-TIN 机用丝锥 LK-M10-BT
-
 2FEKM030-100-06
2FEKM030-100-06 -
2FEKM035-100-06
-
2FEKM040-110-06
-
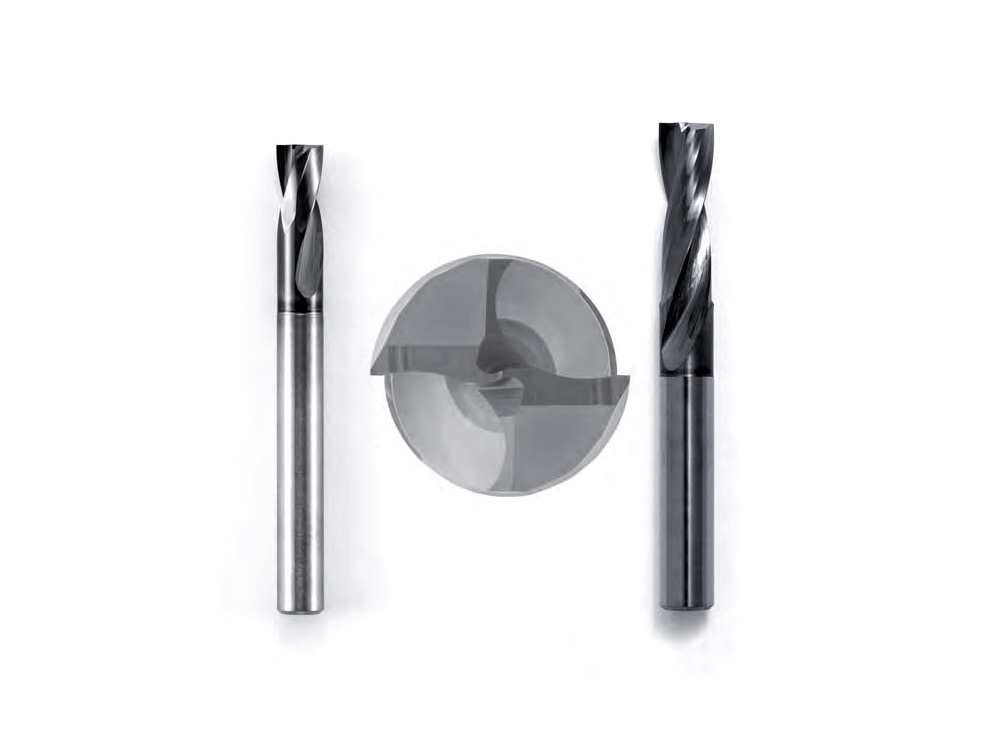
 12.01mm钢件铸铁内冷直槽盲孔铰刀835.B-1201-A1-PF 1024
12.01mm钢件铸铁内冷直槽盲孔铰刀835.B-1201-A1-PF 1024 -
12mm钢件铸铁内冷直槽盲孔铰刀835.B-1200-A1-PF 1024
-
 12mm不锈钢内冷直槽盲孔铰刀835.B-1200-A1-MF 1024
12mm不锈钢内冷直槽盲孔铰刀835.B-1200-A1-MF 1024 -
 右偏小孔端面槽刀A06.0250.15.01 AG R X800
右偏小孔端面槽刀A06.0250.15.01 AG R X800 -
右偏小孔端面槽刀A06.0250.15.01 AG R X400
-
左偏小孔端面槽刀A06.0250.15.01 AG L X800
-
702 4.100整体合金钻头 4.1mm h7 光亮处理
-
702 4.000整体合金钻头 4.0mm h7 光亮处理
-
702 3.990整体合金钻头 3.990mm h7 光亮处理
-
3JER1.0ISOVRX 用于车床上螺纹加工的 J 型刀片
-
3JER1.0ISOVKX 用于车床上螺纹加工的 J 型刀片
-
 走心机不锈钢车刀片CCXT 060202EN-M81 CWN2120
走心机不锈钢车刀片CCXT 060202EN-M81 CWN2120 -
 铝合金U钻刀片WCGT 030204FN CTWN415
铝合金U钻刀片WCGT 030204FN CTWN415 -
B3230.C3.026-047.Z1.CP05精镗刀
-
B3230.C3.026-033.Z1.TC06精镗刀
-
A0021.0 HSS TIN 直柄麻花钻头DIN 338 1.00 mm
-
A0021.1 HSS TIN 直柄麻花钻头DIN 338 1.10 mm
-
CN1204负角车削刀片CNMG 120404E-NM:T9325
-
CN1204负角车削刀片CNMG 120404E-NM:T9315
