





璇床刀片CNMX191140-PF 4215不落轮火车轮刀片
品名
璇床刀片
型号
CNMX191140-PF 4215
产地
瑞典进口ST




不落轮镟床,此机床可以重车机车、高速列车和地铁列车车轮的轮廓。
夹紧特点车桥轴承上的液压缸负载;局限性 Z大切深。
夹紧方法:工序中的轮对由外围的四个锥形辊提升和驱动。为了增大摩擦驱动上的力,新的解决方案是在车桥轴承上添加液压缸负载。
落轮机床,此机床主要用于重新加工货运列车和客运列车的车轮。夹紧车轮的方法有两种:一种是旧方法,一种是更现代的方法。
旧式夹紧特点:轮对,意味着车桥和轮盘与车辆分离。局限性车轮变形 (内径)。
夹紧方法
• 轮对,意味着车桥和轮盘与车辆分离 (从机车或列车上拆下)
• 车桥由位于中心孔左右侧的两个顶尖套固定。为了驱动轮组,使用夹头夹紧 轮缘的内径。可替代的摩擦驱动
• 车轮内径始终会出现损坏(变形)
现代夹紧方法
此类机床主要用于对货运机车车轮进行重新加工。货运机车车轮通常磨损严重,因此需要较大切深才能实现正确轮廓。
夹紧特点
• 需要刚性夹紧:要达到这种大切深(达12 mm),我们需要一个可处理高切削力的刚性夹
局限性
• 长切屑会导致夹紧装置和液压软管产生问题
便携式机床
此类机床通常在车间租用和使用。按需使用的廉价替代选项。
• 可见于私人维护公司
• 还有一种便携式机床可以带到铁轨上使用
夹紧情况
• 类似不落轮机床,但稳定性较差/摩擦较小
• 切削参数较低
不落轮机床镟床刀头
您将在后文找到由轧钢制成的铁路火车轮的重车方法。
正常工况下的加工
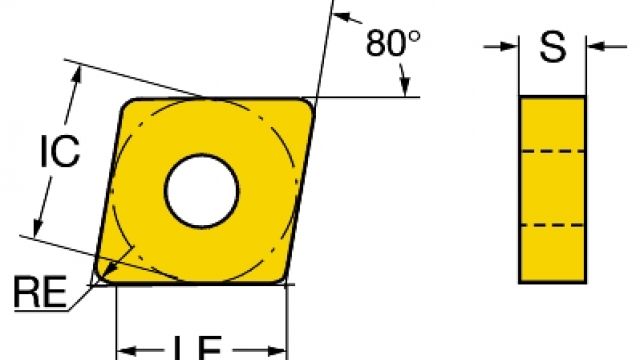
对于低切削深度,推荐C式样刀片。得益于主偏角,这些刀片可在加工轮缘时确保良好的断屑和切屑控制。材质为GC4215。
注意:当无需大切深 (ap) 时,这些刀具有时也可用于落轮机床。
所用刀具
刀柄:R175.33-5050
切削单元:R175.32-3223-1911
刀片:CNMX 19 11 40 -PF
切削单元:R177.32-3219-1911
恶劣工况下的加工 - 严重损坏的车轮
加工严重损坏的轮辋时,通常需要将切削速度减小一半。还需根据切削工况调节进给量。
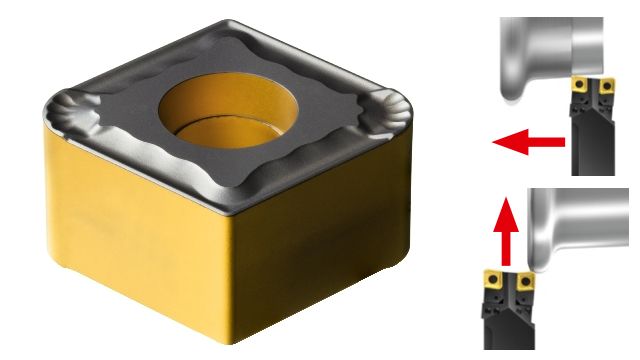
刀柄:R175.32-5050M
切削单元:R175.32-3223-19刀片:LNMX 19 19 40 -PM
切削单元:R177.32-3219-19刀片:LNMX 19 19 40 -PM
落轮机床
恶劣工况 - 严重损坏的车轮
加工高轮缘 - 替代选项1
下面是对出现踏面擦伤、踏面剥离或热裂的磨损轮进行重车的一个示例。如果夹紧稳定且机床有足够功率,您能够一步完成轮缘和接触表面的加工。
切削单元:R175.32-3223-30刀片:LNMX 30 19 40 -PR
刀柄:R175.32-5047M
切削单元:R177.32-3219-19刀片:LNMX 19 19 40 -PR
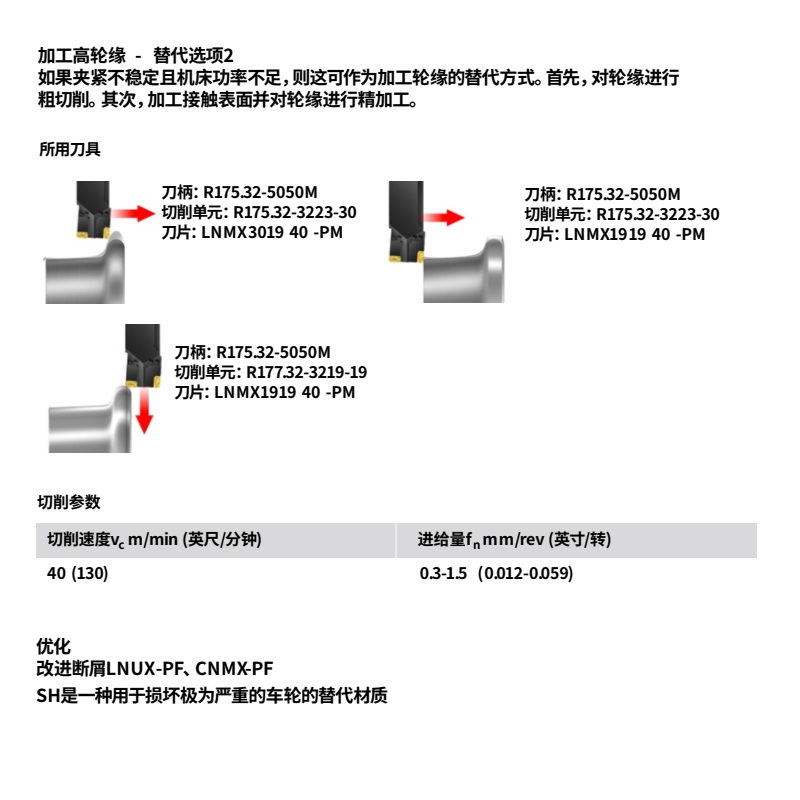
加工高轮缘 - 替代选项2
如果夹紧不稳定且机床功率不足,则这可作为加工轮缘的替代方式。首先,对轮缘进行粗切削。其次,加工接触表面并对轮缘进行精加工。
切削单元:R175.32-3223-30刀片:LNMX 30 19 40 -PM
切削单元:R175.32-3223-30刀片:LNMX 19 19 40 -PM
优化
改进断屑LNUX -PF、CNMX -PF
SH是一种用于损坏极为严重的车轮的替代材质
45#钢 27SiMn GCR15 CF53 55# 65Mn
低碳钢,长切屑C<0.25%,硬度<125HB;
低碳钢,短切屑,易切钢C<0.25%,硬度<125HB,C15, Ck22, ST37-2, S235JR, 9SMnPb28, GS38;
中碳钢和高碳钢C>0.25%,硬度<220HB(<25HRC),ST52, S355JR, C35, GS60, Cf53;
合金钢和工具钢C>0.25%,硬度<330HB(<35HRC),16MnCr5, Ck45, 紧固件用合金钢21CrMoV5-7, 高硫中碳易切削钢38SMn28 ;
合金钢和工具钢C>0.25%,硬度340-450HB(35-48HRC),轴承钢100Cr6, 调质钢30CrNiMo8, 齿轮钢42CrMo4, 弹簧钢C70W2, 高速工具钢S6525, 高锰钢X120Mn12,铸钢;
铁素体、马氏体、和PH不锈钢,硬度<330HB(<35HRC);
高强度铁素体、马氏体、和PH不锈钢,硬度340-450HB(35-48HRC),高碳高铬马氏体不锈钢X102CrMo17, 铸造耐蚀不锈钢G-X120Cr29;
灰铸铁 硬度120–290HB(<32HRC), GG15, GG25, GG30, GG40, GTW40,HT250;
低-中强度延性铁 (球墨铁)和蠕墨铸铁(CGI) 硬度130–260HB(<28HRC), GGG40, GTS35,QT250;
高强度延性铁和奥氏体回火处理延性铁(ADI) 硬度180–350HB(<43HRC), GGG60, GTW55, GTS65;
| 品名 | 规格型号 | 品牌 | 适合加工 | 材质 | 在线联系 |
|---|---|---|---|---|---|
| 璇床刀片 | CNMX191140-PF 4325 | 瑞典进口ST | 钢,铸铁 | 4325 | 在线联系 |
| 璇床刀片 | CNMX191140-PF 4315 | 瑞典进口ST | 钢,铸铁 | 4315 | 在线联系 |
| 璇床刀片 | CNMX191140-PF 4215 | 瑞典进口ST | 钢,铸铁 | 4215 | 在线联系 |
-
CNMX191140-PF 4325
-
CNMX191140-PF 4315
-
 CNMX1204A2-SM S205
CNMX1204A2-SM S205 -
CNMX1204A1-SM S205
-
 400.1-1020-070A1-NM N1BU
400.1-1020-070A1-NM N1BU -
400.1-0700-050A1-NM N1DU
-
 CT06RSM10BVP15TF
CT06RSM10BVP15TF -
CT06RSM10VP15TF
-
1034RZ.016020
-
1034RZ.016040
-
B0102000.1056 Rekord 1A-GG-NT 机用丝锥 LK-M10-BT
-
B0203000.1056 Rekord 1B-VA-NT 机用丝锥 LK-M10-BT
-
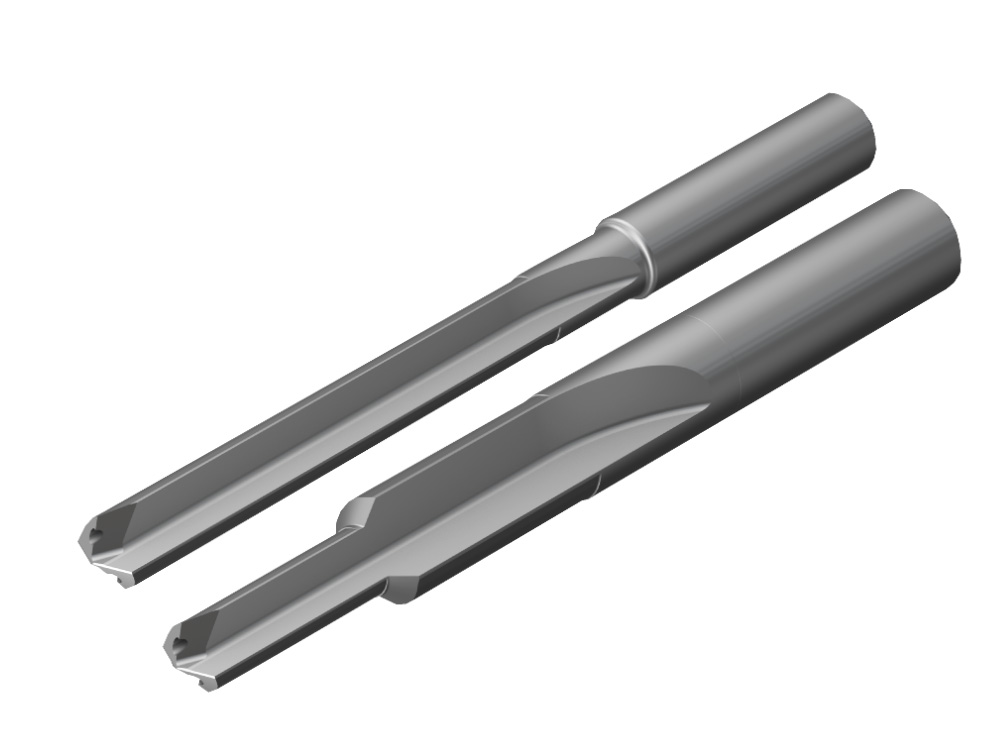
整体合金去毛刺铰刀 11.970mm 4103 11.970
-
整体合金去毛刺铰刀 9.970mm 4103 9.970
-
 右偏小孔端面槽刀A04.23.0050.13.00 AG R X400
右偏小孔端面槽刀A04.23.0050.13.00 AG R X400 -
右偏小孔端面槽刀A04.23.0050.13.00 AG R X800
-
切槽切断刀杆RF151.23-2525-40M1
-
切槽刀可换刀头570-32L123F12B054A
-
螺纹铣刀杆T9131000-25X5
-
螺纹铣刀杆T9111050-5XT25
-
2464 7.700整体合金钻头 7.7mm h7 nanoFIRE
-
2464 7.670整体合金钻头 7.670mm h7 nanoFIRE
-
NVRC28-5-156/010 标准刀杆
-
NVRC25-5LH-156/017 标准刀杆
-
 3D3.1mm外冷整体硬质合金钻头DC150-03-03.100A0-WJ30RE
3D3.1mm外冷整体硬质合金钻头DC150-03-03.100A0-WJ30RE -
 5D16.5mm外冷整体硬质合金钻头DC150-05-16.500A0-WJ30TA
5D16.5mm外冷整体硬质合金钻头DC150-05-16.500A0-WJ30TA -
A0021.0 HSS TIN 直柄麻花钻头DIN 338 1.00 mm
-
A1173.0 HSS-E 直柄短柄钻DIN 1897 3.00 mm
-
立装自夹式槽ADMP D45-3.0
-
立装自夹式槽ADMP D45-2.0
