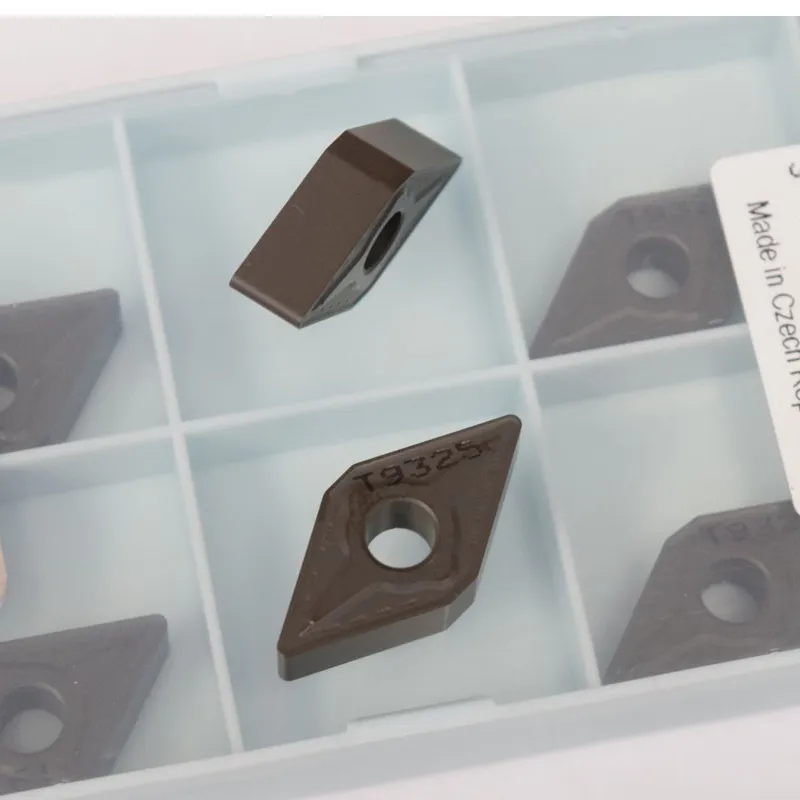
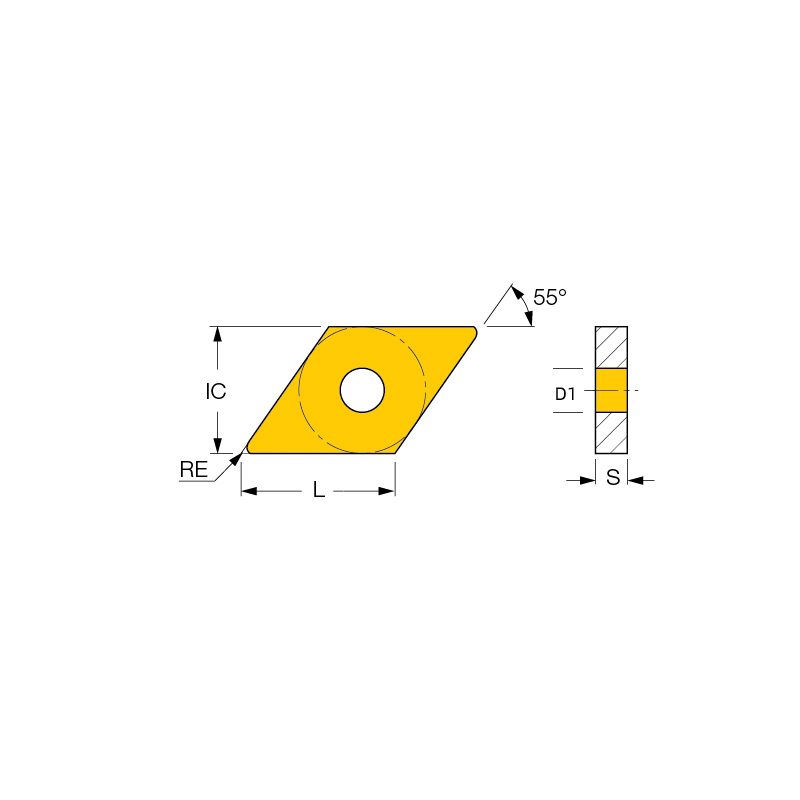
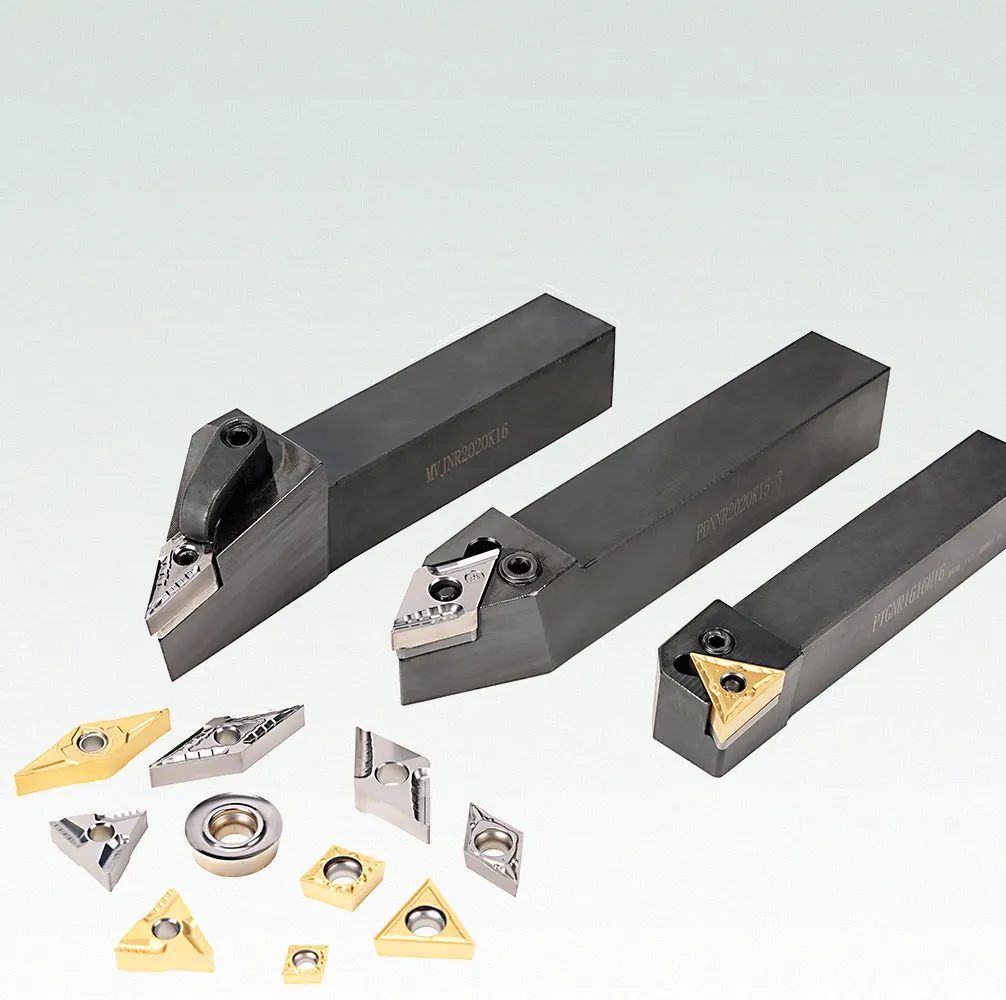
仿形车刀片 55度菱形 0度后角 双面刀片
RM 断屑槽坚固耐用,适用于钢件粗加工。具有正前角和宽的稳定T-型倒棱。还适用于不锈钢、铸铁,在一定条件下用于耐热合金。
T9415材质具有高耐磨性,MT-CVD涂层功能梯度WC-Co碳化物基体 ,适用于普通碳素钢和合金钢的精车。该材质在保持良好耐磨性的同时,也能适应间断切削加工。对于多数车削操作,尤其是批量加工,该材质是一个适用选择。
T9310材质具有高耐磨性,适用于轻微断续切削。可用于精加工或半精加工操作。若机床-刀具-工件系统刚性足够,也可用于粗加工。
T9315为多用途材质,在苛刻切削工况下仍能表现出良好的耐磨性能,并可用于断续切削操作。
T9325是一种通用性较强的材质,MT-CVD涂层,功能梯度WC-Co碳化物基体 ,在不利切削条件下具有较高的抗机械损伤能力,同时保持良好耐磨性。使用该材质时建议采用较高的线速度。
T9335为韧性较好的材质,MT-CVD涂层,功能梯度WC-Co碳化物基体 ,尤其适合在中高进给及中等线速度等不利切削工况下使用。M15–M40相较于前代产品,在韧性及耐磨性方面均有提升,适用于密集切削工况,必须使用冷却剂。
T5415球墨铸铁和ISO-H材料组的高效可靠车削。CVD材质具有非常好的稳定性和耐用性,特别是在断续切削中,可在所有条件下保持稳定的性能。金黄色后刀片TiN涂层可更好地检测磨损,适合高要求应用。
T5305材质MT-CVD涂层WC-Co基体,具有较高的耐化学磨损性能,适用于高线速度下的精加工操作。其良好的耐磨性也使其适用于对硬化材料及经过处理的材料进行K01–K15范围的生产加工。
T5315此材质MT-CVD涂层WC-Co基体主要用于铸铁生产加工,具有高耐磨性和较好的工作可靠性。因其特性,特别适合在良好或轻微不良切削条件下进行粗加工和精加工操作。
T7325是通用性较好的车削材质,MT-CVD涂层功能梯度WC-Co碳化物基体 ,专为不锈钢加工设计。它在耐磨性与性能可靠性之间取得了良好平衡,适用于多种车削作业,必须使用冷却剂。
T7335采用MT-CVD涂层功能梯度型基体的材质,具有较高的工作可靠性和良好的耐磨性。尤其适合切削M20–M40范围的韧性材料,必须使用冷却剂。
T8415是一种多功能、性能良好的车削材质,PVD涂层WC-Co基体, 细颗粒度 (< 1 µm),主要用于钢材加工,也适用于不锈钢和耐热合金(HRSA),并可考虑用于淬硬钢。它能在较宽的线速度范围、轻载到中等的进给量以及良好的切削条件下进行加工,建议配合冷却液使用。
T8315此材质在保持高于平均水平工作可靠性的同时,具有出色的耐磨性,适合以中高线速度加工短屑硬质材料。
T8430是一种应用广泛的切削材料,PVD涂层WC-Co基体, 细颗粒度 (< 1 µm),可用于加工多种类型的材料,适用于绝大多数车削操作。其主要优点在于较高水平的使用可靠性和良好的摩擦特性,因此适合于中等和低速切削加工,必须使用冷却剂。
T8330是一种应用广泛的切削材料,可用于加工多种类型的材料,适用于绝大多数车削操作。其主要优点在于较高水平的使用可靠性和良好的摩擦特性,因此适合于中等和低速切削加工。