




规格
| 描述 | |
|---|---|
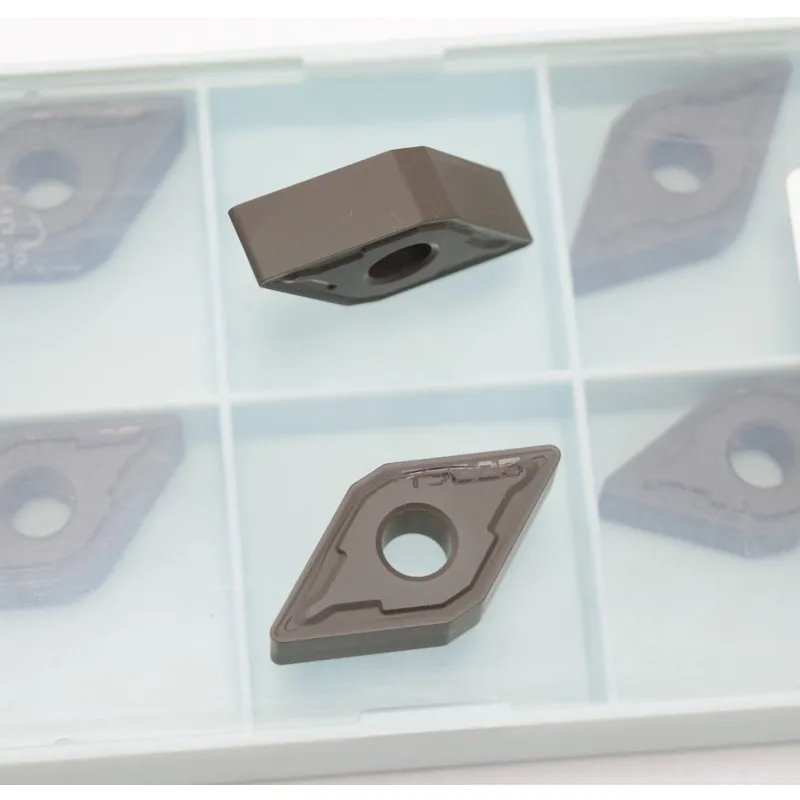
| 材质 (GRADE) | T9415, T9325, T5415, T5315 |
| 刀片类型 | DNMG |
| 刀片尺寸 | 150612 |
| 刀片槽型 | R |
| 工序类型 (CTPT) | 粗加工 |
| 刀体材质 | Carbide |
| 厂家代码 | PRA |
| 尺寸 | |
|---|---|
| 旋向 (HAND) | Neutral |
| 内切圆直径(IC) | 12.7 mm |
| 刀片厚度(S) | 6.35 mm |
| 圆角半径 (RE) | 1.2 mm |
| 固定孔直径(D1) | 5.16 mm |
| 主后角(AN) | 0° |

数控刀具
创新
解决方案
在精密加工领域,每一道切削都关乎效率与品质。高性能数控刀具系列,专为现代数控机床设计,以卓越性能赋能您的生产。
从航空钛合金到汽车铝合金,提供车削、铣削、钻削全系列解决方案,降本增效。

