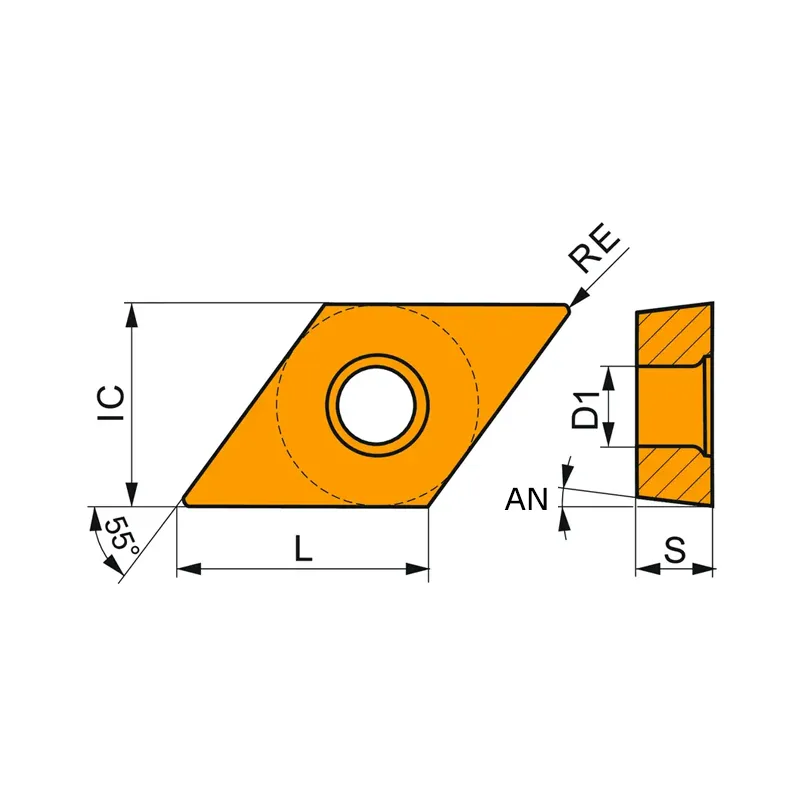
仿形车刀片 55度菱形 7度后角 刀片
SM断屑槽 适用于精加工和镗孔。进给范围:0.06-0.25 mm/转。切深范围:0.5-2.5 mm。
IC907 采用PVD TiAlN涂层的硬质亚微米晶粒基体,适用于在稳定工况下、中高转速加工多种材料,如钢材、合金钢、淬硬钢、奥氏体不锈钢及耐热合金。具有较高的耐磨性与抗塑性变形能力。
IC806 硬质超细晶粒基体,PVD涂层+SUMOTEC处理。适用于高温合金和钛合金,中高切削速度。具有高耐磨性和抗塑性变形能力。
IC807 采用PVD TiN+TiAlN涂层及特殊SUMOTEC表面处理的硬质亚微米晶粒基体。适用于在稳定工况下、中高转速加工钢材、合金钢、奥氏体不锈钢、高温合金及淬硬钢。具有较高的耐磨性与抗塑性变形能力。
IC8150 硬质基体(含富钴层),MTCVD TiN+Al₂O₃+TiCN涂层。推荐用于稳定工况下,钢材、合金钢及马氏体不锈钢的中等进给高速加工。具有良好的热稳定性、耐磨性及抗塑性变形能力。
IC8250 韧性基体(含富钴层),MTCVD TiN+Al₂O₃+TiCN涂层。通用牌号,推荐用于各种条件下加工钢材、合金钢及马氏体不锈钢。具有较高韧性和良好耐磨性。
IC6015 高硬基体(外层富钴),MTCVD TiN+ Al₂O₃ + TiCN涂层 。适用于不锈钢的高切削速度精加工及中等车削。具有较长刀具寿命和较高耐磨性。
IC6025 高韧性基体,MTCVD TiN+ Al₂O₃ + TiCN涂层 。推荐用于不锈钢,中等切削速度及中高进给。高韧性,在重载、不稳定工况及断续切削中表现良好。
IC9150 一种硬质基材,表面覆有富钴层,采用化学气相沉积(CVD TiCN + Al₂O₃ + TiN)工艺涂覆。具有优异的热稳定性和抗崩刃、抗塑性变形性能。推荐用于在稳定条件下高速加工钢材。
IC9250 坚韧的基材上覆有一层富含钴的涂层,并结合了厚实的CVD TiCN+α - Al₂O₃ + TiN涂层。推荐用于各种工况下的钢材通用加工,具有高韧性和耐磨性。
IC530N 一款采用PVD TiN+TiCN涂层的强韧金属陶瓷材质。推荐用于钢材的中高转速、低进给半精加工与精加工。具备优异的表面光洁度、较高的耐磨性、抗塑性变形能力,并可防止积屑瘤。
IC507 采用韧性较好的亚微米级基体材料,PVD TiCN+TiN涂层。该材料适用于中低切削速度工况,可用于加工耐热合金、奥氏体不锈钢及硬质钢材料。