
45度螺旋槽S2051604-M4同步加工高速钢机用丝锥ISO2/6H
M4 同步加工高速钢机用丝锥 S2051604-M4 倒角C 45度螺旋槽 ISO2/6H 盲孔加工 3D深度 CRN 仅适用于同步加工 (刚性攻丝)适用加工HRC14以下铝合金、高温合金、钢件、
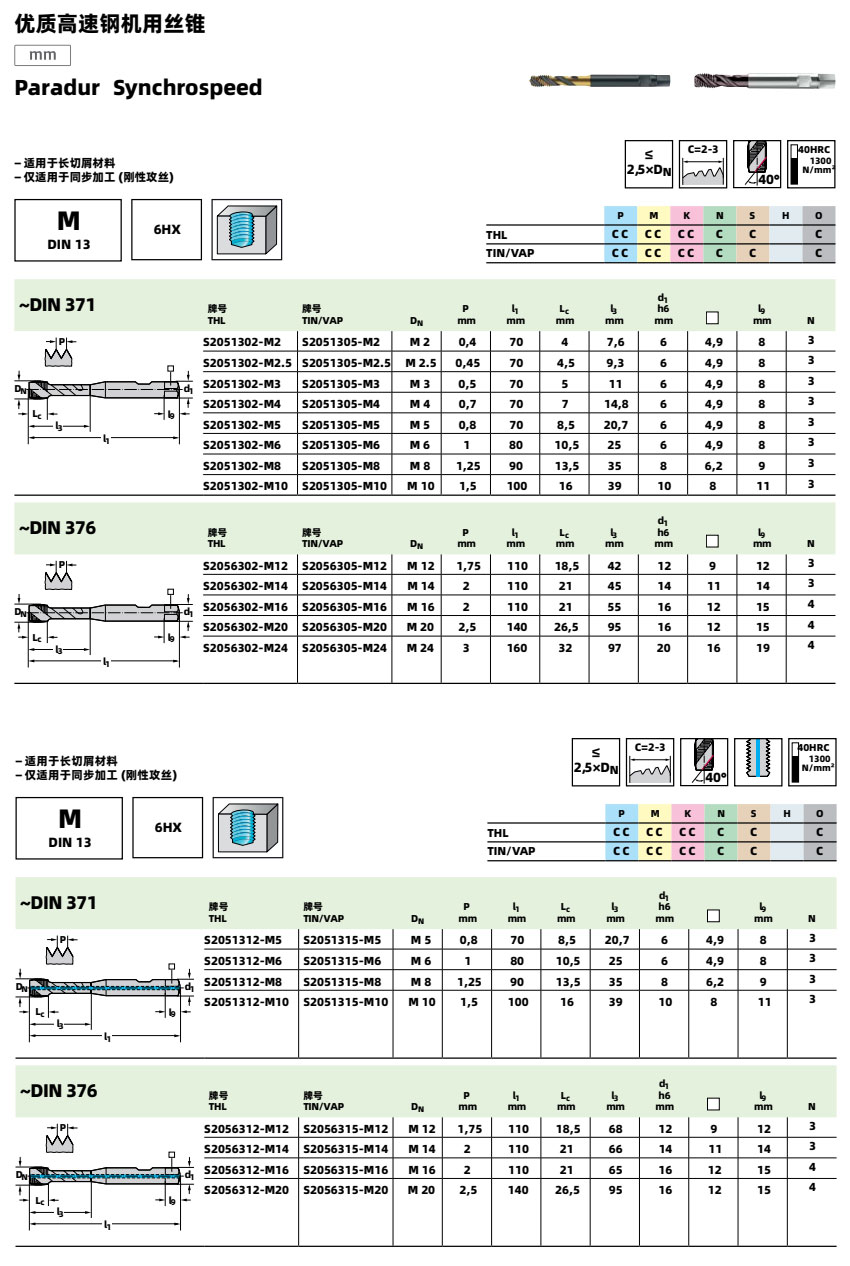
TIN/VAP机用丝锥 S205盲孔刚性攻丝丝锥
专为各种材料的同步螺纹切削 (刚性攻丝) 而研发的。除了结构钢和高强度钢,该刀具还能用于不锈钢、球墨铸铁、可锻铸铁以及长切屑铜合金和铝合金的加工。
事实和优势:
(1)螺纹深度更精确,无须手动修正程序
(2)各种材料通用
(3)端面后角更大且刀刃上的温度更低,显著延长了刀具寿命
(4)组合使用 Synchrospeed 丝锥与 ProtoflexC 同步攻丝刀柄,刀具寿命、工艺可靠性和生产效率均得到提高
如果您需要采购45度螺旋槽S2051604-M4同步加工高速钢机用丝锥ISO2/6H,可以联系我们,我公司可以提供该产品型号的具体产品参数、样本资料,并为您提供一个好的价格。任何攻丝工序的成功都取决于会影响成品质量的许多因素。为了成功完成您的工序,请将以下提示牢记于心: 1. 从材料分类表中选择其设计适合零件材料和孔型 ( 即通孔或盲孔 ) 的正确丝锥。 2. 确保零件牢固夹紧 - 侧向移动可能导致丝锥破裂或螺纹质量不理想。 3. 从相关样本页选择正确尺寸的钻头。请记住,用于挤压丝锥的钻头尺寸是不同的。错误选择或恶劣的钻孔条件可能导致工件材料加工硬化,从而降低丝锥的性能。 4. 选择样本产品页上和引导产品搜索中所示的正确切削速度。 5. 将适当的切削液用于正确的应用。 6. 确保丝锥向孔中平稳进刀,因为不均匀的进给可能产生 “ 喇叭口 ”。
- M ISO DIN 13 公制粗牙螺纹 MF ISO DIN 13 公制细牙螺纹 UNC 统一粗牙螺纹 ASME B1.1 UNF 统一细牙螺纹 ASME B1.1 UNEF 统一超细牙螺纹 ASME B1.1 UN-8 统一螺纹 ASME B1.1 8牙系列 UNS 统一螺纹 ASME B1.1 用于特殊直径和螺距 G (BSP) 惠氏管螺纹 DIN EN ISO 228 适用于非密封连接螺纹。
- Rp (BSPP) 直管惠氏螺纹 DIN EN 10226-1和 ISO 7-1 内螺纹, 适用于密封连接螺纹 NPSM 美标直管螺纹 ANSI B1.20.1 机械管螺纹(原先命名为NPS) NPSF 美标直管螺纹 ANSI B1.20.3 燃料用干密封圆柱管螺纹,可与NPTF或 PTF-SAE-SHORT外螺纹连接; 需使用带有锥度的量规检测 NPT 美标锥管螺纹 ANSI/ASME B1.20.1 用于使用干式密封材料的螺纹,锥度1:16 NPTF 美标锥管螺纹 ANSI B1.20.3 用于不使用干式密封材料的螺纹,锥度1:16 R (BSPT) 锥度惠氏管螺纹 DIN EN 10226-1 和 ISO 7-1 外螺纹, 适用于密封连接螺纹 锥度1:16 Rc (BSPT) 锥度惠氏管螺纹 DIN EN 10226-2 和 ISO 7-1 内螺纹, 适用于密封连接螺纹 锥度1:16
- W keg 17E; 25E 气瓶阀门连接的锥度螺纹 DIN EN ISO 11363, DIN 477-1 锥度3:25 W zyl 圆柱气瓶阀螺纹 DIN 477-1 BSW 惠氏螺纹 BS 84 BSF 惠氏细牙螺纹 BS 84 Pg 钢管螺纹 DIN 40430 MJ MJ DIN ISO 5855 螺纹 UNJC 统一粗牙螺纹 ASME B1.15 UNJF 统一细牙螺纹 ASME B1.15 EG M ISO DIN 8140-2 公制粗牙螺纹 用于线管螺纹(STI) EG UNC 统一标准粗牙螺纹 ASME B18.29.1 用于线管螺纹(STI) EG UNF 统一标准细牙螺纹 ASME B18.29.1 用于线管螺纹(STI) LK-M 公制自锁螺纹 Tr ISO DIN 103 公制梯形粗牙螺纹 Tr-F ISO DIN 103 公制梯形细牙螺纹
- 适用范围广
-
TC470-M8-CE-WG20EL
-
TC470-M8-C6-WG20EL
-
TC470-M8-C5-WG20EL
-
S2051604-M10
-
S2051305-M8
-
S2051305-M6
-
TDC2L18178L650-I3.0ISOVTS 整体硬质合金螺纹铣刀 钻孔、螺纹铣削和倒角TMDR
-
TDC2L16158L456-I14BSPVTS 整体硬质合金螺纹铣刀 钻孔、螺纹铣削和倒角TMDR
-
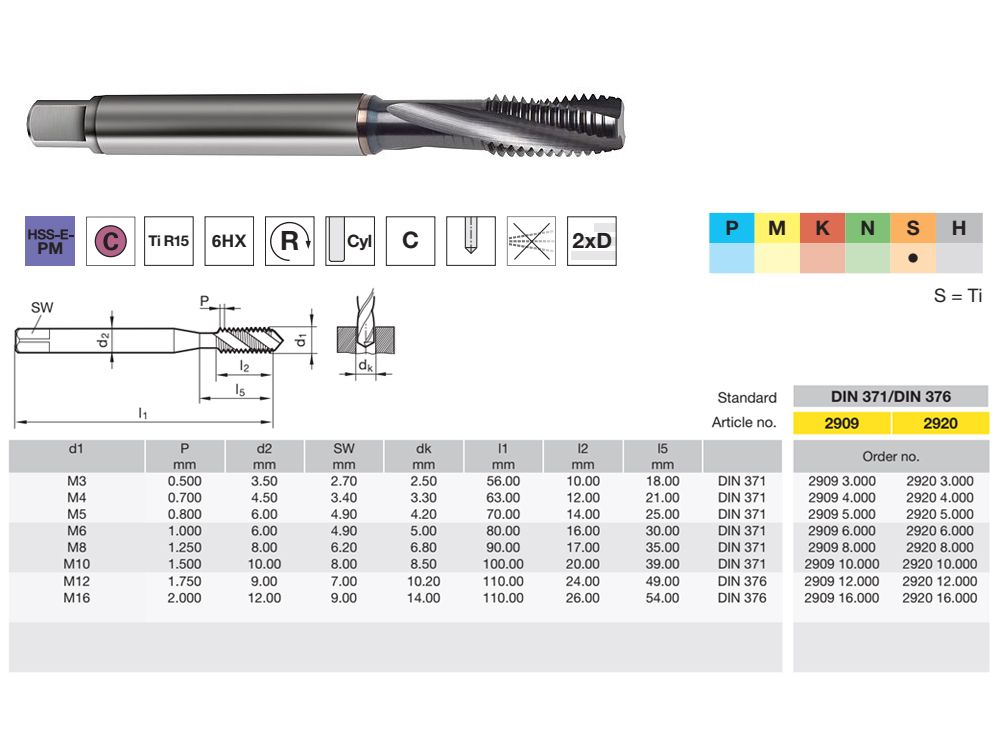 2909 8.000 粉末含钴高速钢 钛合金丝锥 M8 6HX
2909 8.000 粉末含钴高速钢 钛合金丝锥 M8 6HX -
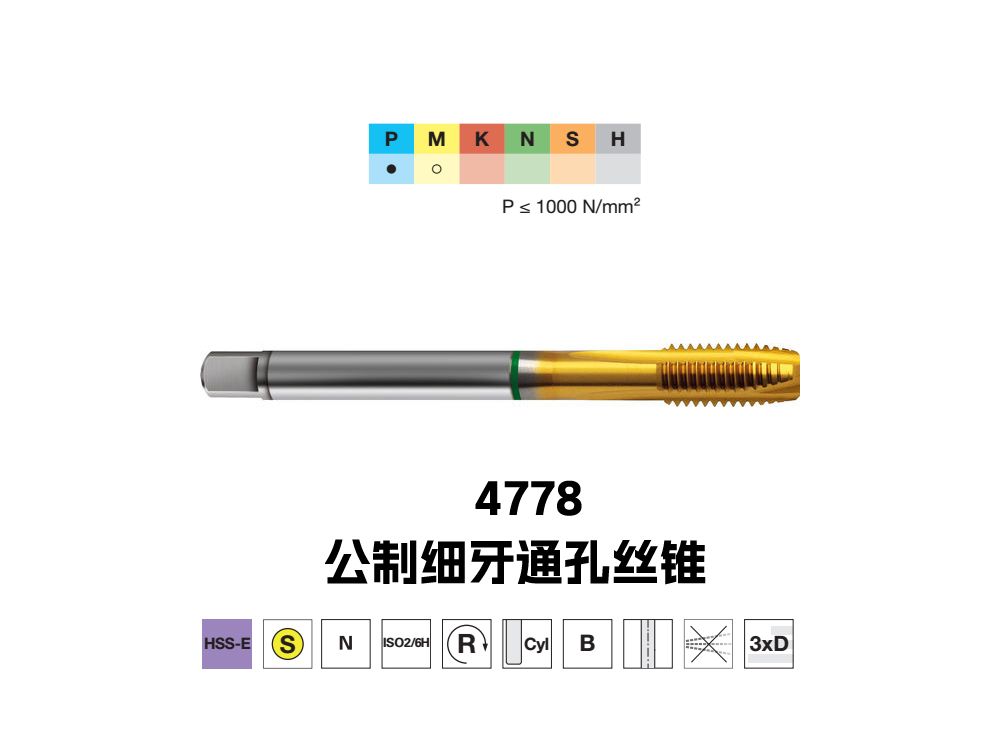 4778系列公制细牙通孔丝锥 DIN374 HSS-E 涂层处理 含钴高速钢丝锥
4778系列公制细牙通孔丝锥 DIN374 HSS-E 涂层处理 含钴高速钢丝锥 -
CT06RSM10BVP15TF
-
CT06RSM10VP15TF
-
CT0611RSM10VP15TF
-
211 9.200
-
211 9.100
-
211 9.000
-
TEC120H7-24W12CF-M83 AH710
-
TEC120H7-24C12CF-R06M83 AH710
-
TEC120H7-24C12CF-M83 AH710
-
模块铰刀头PMX6-9H7-EB45 RX2000
-
模块铰刀头PMX6-8H7-EB45 RX2000
-
模块铰刀头PMX6-32H7-EB45 RX2000
-
FS2123镗刀及配件
-
FS2122镗刀及配件
-
 HSS-E-PM镀铬E298黄圈鲨鱼线公制粗牙螺旋槽丝锥DIN 371/6 M4 x 0.70 mm
HSS-E-PM镀铬E298黄圈鲨鱼线公制粗牙螺旋槽丝锥DIN 371/6 M4 x 0.70 mm -
 A92020.0 HSS-E 高性能多用途直柄短柄钻DIN/ANSI 20.00 mm
A92020.0 HSS-E 高性能多用途直柄短柄钻DIN/ANSI 20.00 mm -
内螺纹刀垫 PI22 +1.5
-
内螺纹刀垫 PI22 +0.5
