-
2023-09-06
HT800 RT800 可换头钻头 钻尖
DESCRIZIONE01047 可互换刀片 MDI / Ø 16,000 mm / h7 / 公司标准 / TiN ART. 1047 16.00001047 可互换刀片 MDI / Ø 16,270 mm / h7 / 公司标准 / TiN ART. 1047 16.27001047 可互换刀片 MDI / Ø 16,500 mm / h7 / 公司标准 / TiN ART. 104..
-
2023-09-06
HT800 RT800 可换头钻头
DESCRIZIONE00145 BASE ANELLO SVAS. FR 90 145 2,060 WN00145 BASE ANELLO SVAS. FR 90 145 3,070 WN00145 BASE ANELLO SVAS. FR 90 145 4,080 WN00145 BASE ANELLO SVAS. FR 90 145 5,090 WN00145 BASE ANELLO SVAS. FR 90 145 6,100 WN00145 BASE ANELLO SVAS. FR 90 145 7,110 WN00145 BASE ANELLO SVAS. FR 90 145 8,1..
-
2023-09-06
242 336 502 503 526 535 549 麻花钻
00242 麻花钻 HSS / Ø 6,000 mm / h8 / 66 x Ø / 公司标准 ART. 242 6.00000242 麻花钻 HSS / Ø 8,000 mm / h8 / 49 x Ø / 公司标准 ART. 242 8.00000242 麻花钻 HSS / Ø 10,000 mm / h8 / 49 x Ø / 公司标准 ART. 242 10.0..
-
2023-09-06
进口数控定心钻、麻花钻、微孔钻型号
00568 数控定心钻 HSS / Ø 3,000 mm / h6 / 公司标准 / TiN ART. 568 3.00000568 数控定心钻 HSS / Ø 4,000 mm / h6 / 公司标准 / TiN ART. 568 4.00000568 数控定心钻 HSS / Ø 5,000 mm / h6 / 公司标准 / TiN ART. 568 5.00000568 数控定心钻&..
-
 2023-09-05
2023-09-05钴领205系列高速钢直柄麻花钻头不锈钢钻头0.2-20mm
钴领205系列0.2-20mm直柄麻花钻头不锈钢钻头高速钢钻头,应用:灰口铸铁、可 锻铸 铁、球墨铸铁 • 钢和铸钢(合金和非合金) • 烧结铁、镍银和石墨等材料。 尺寸 名称 公差 标准 表面处理 订货号Ø0.200mm HSS高速钢..
-
2023-09-05
RT80U镶合金内冷涂层钻头9.5-25mm
编号 名称 直接 公差 长度 标准 1171 9.500 RT80U镶合金内冷钻头 9.5mm h7 4倍径 DIN6538K 1171 9.700 RT80U镶合金内冷钻头 9.7mm h7 4倍径 DIN6538K 1171 9.800 RT80U镶合金内冷钻头 9.8mm h7 4倍径 DIN6538K 11..
-
 2023-09-05
2023-09-052-8mm孔用整体合金单刃内孔去毛刺倒角刀
带内部冷却 用于固定在弹簧夹头中,内部和外部去毛刺 用于刀具、铣削、车削和机器人应用。 可加工各种材料 编号 范围 总长度 切削刃长度 柄直径 4100 2.000 1,91 -2,15 80 1 1.9 4100 2.250 2,16 -2,40 80 1.5 2.1 ..
-
2023-09-04
513 512涂层粉末含钴高速钢进口麻花钻
00511 麻花钻 HSCO / Ø 2,380 mm / h8 / 公司标准 / TiN ART. 511 2.38000511 麻花钻 HSCO / Ø 2,500 mm / h8 / 公司标准 / TiN ART. 511 2.50000511 麻花钻 HSCO / Ø 2,600 mm / h8 / 公司标准 / TiN ART. 511 2.60000511 麻花钻 HSCO /..
-
2023-09-01
刀具冷却液孔经常被切屑堵塞,该如何改进?
刀具冷却液孔是一个很细的孔,但有时切屑会意外进入孔中,切屑会吸引切屑并堵塞孔。如果这种情况频繁发生,请尝试将进给速度改变±20%左右,以改变切屑的流动。
-
 2023-09-01
2023-09-01外圆精加工希望成品表面有光泽使用什么牌号的车刀片?
外圆精加工希望成品表面有光泽使用什么牌号的刀片?,一般推荐使用金属陶瓷牌号的车刀片,日本品牌的金属陶瓷牌号PV710、TN610(高速精加工)、PV720、TN620(中速精加工)和PV730(注重稳定性),瑞典的的牌号推荐5015(高速..
-
-
-
 2023-09-01
2023-09-01小零件车刀杆SCLC-FF型(无偏头)和SCLC型(有偏头)之间的区别。
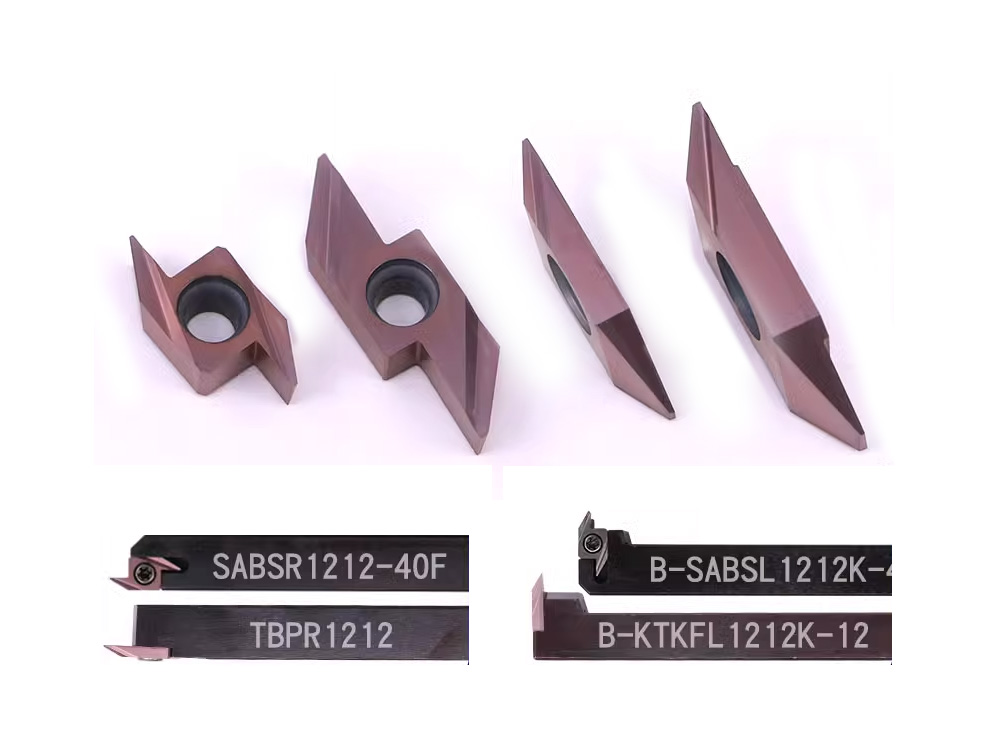
金属加工中所用的刀杆,SCLC-FF型的刀尖刃与刀柄面呈直线,主要用于自动车床走心机。SCLC 型在尖端边缘和刀柄表面上有一个台阶(突出),用于普通车床加工用。 此款刀杆主偏角为95度,主要用于外圆及外端面的车削加工。SC..
-
 2023-09-01
2023-09-01后扫刀片的 ABW/ABS和 TKFB之间的区别是什么
金属车削中的日系后扫刀片有ABW/ABS和TKFB两种,这两种刀片有什么区别呢。 此两款刀片常用于走心机、排刀机的小零件后扫背车加工。示意图如下,厂家提供的信息是,TKFB 更新且具有更高的性能。切削深度大,切削质量也提高..
-
 2023-08-09
2023-08-09HSSE 高速钢长刃波刃半精立铣刀1364C
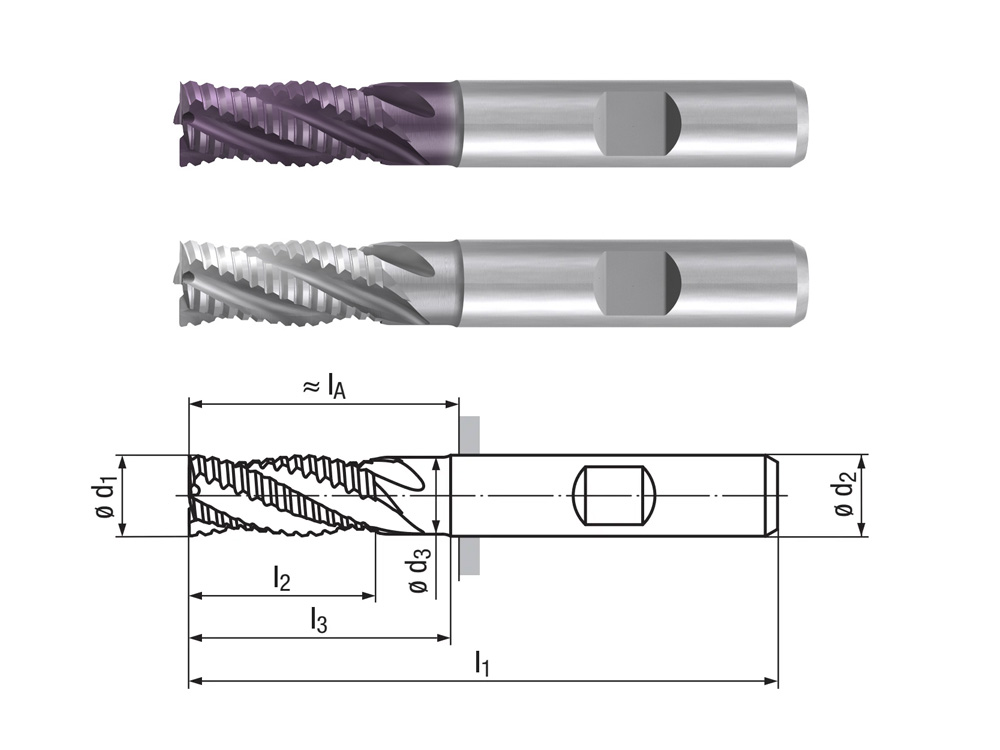
顶切高速钢立铣刀,DIN 844,带有横向驱动平面,适用于几乎所有钢材和有色金属的半精加工。 产品特点及优点:具有平底, 交错断屑槽的半精加工立铣刀,可获得接近精加工的表面,直径小于28mm的铣刀横刃过心,通用性高.适合几..
-
 2023-08-09
2023-08-091344,1345c,1349c高速钢波刃粗加工立铣刀
FRANKEN法兰肯高速钢立铣刀,DIN 844,带有横向驱动面,用于钢材和铜合金的粗加工。产品特点和优点:NR 切削刃轮廓带有圆形断屑槽,可实现高材料去除率并防止切屑堆积。尺寸范围广,中心切削直径可达 Ø 28 mm。具有粗..
-
 2023-08-09
2023-08-09铝合金HSSE 含钴高速钢刃立铣刀1331C,1336,1333C
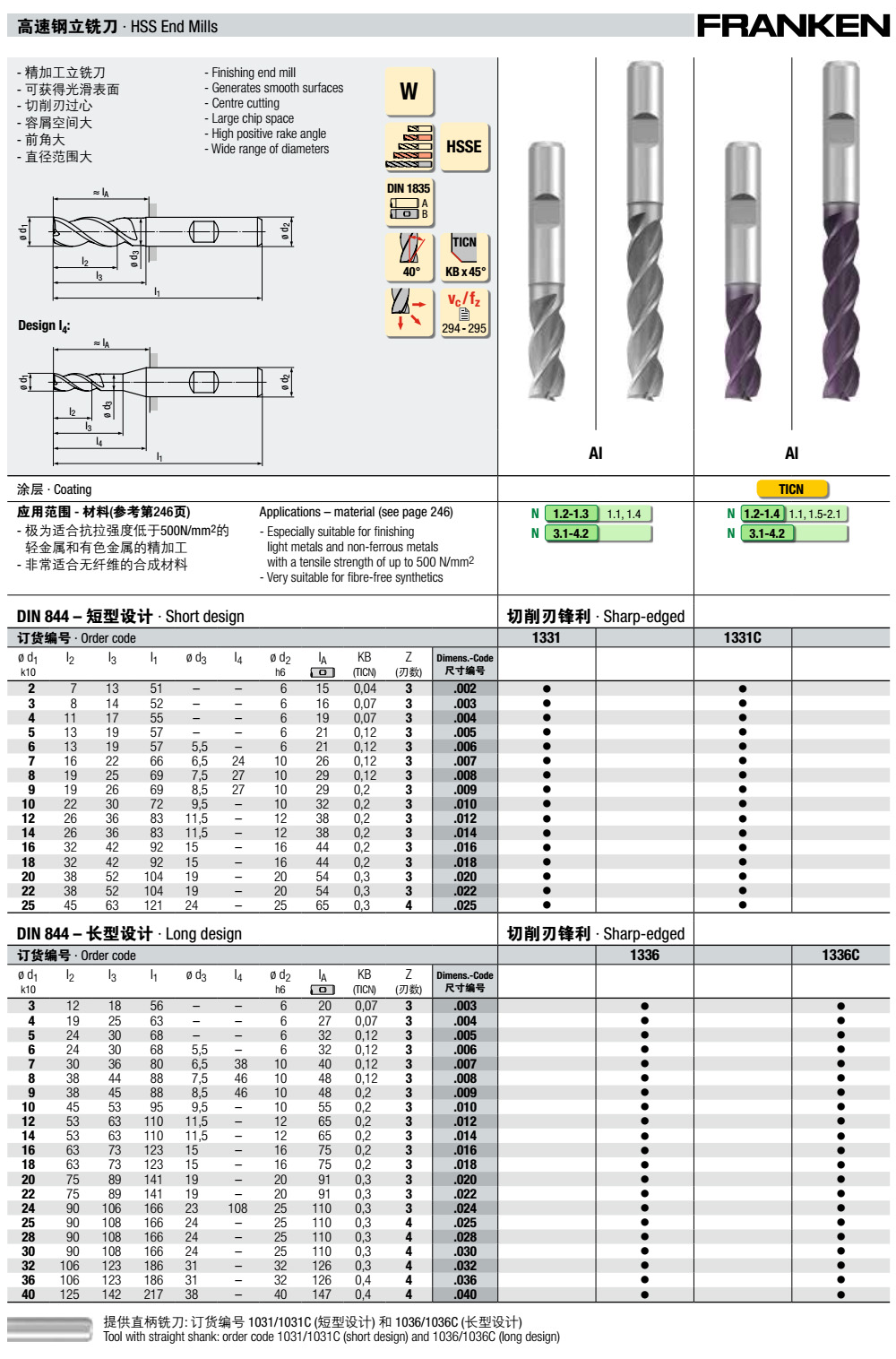
FRANKEN法兰肯精加工立铣刀可获得光滑表面切削刃过心,容屑空间大40度螺旋角前角大直径范围大特别适合抗拉强度低于500N/mm2的轻金属和有色金属的精加工,非常适合无纤维的合成材料1331.002 HSSE 高速钢短刃立铣刀 2,0 mm1331.003 HS..
-
 2023-08-09
2023-08-09HSSE TOP-CUT高速钢超短型钻铣刀1329C
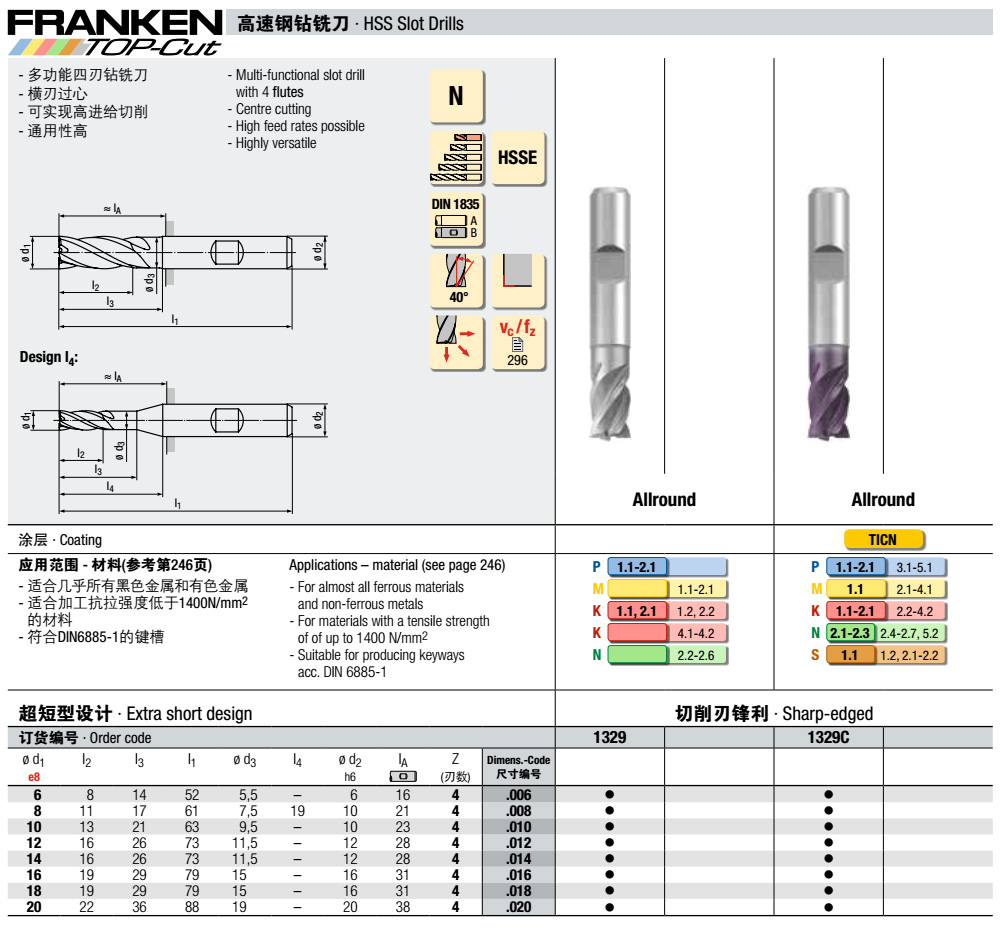
FRANKEN法兰肯HSSE TOP-CUT多功能四刃钻铣刀横刃过心,可实现高进给切削通用性高。适合几乎所有黑色金属和有色金属,适合加工抗拉强度低于1400N/mm2的材料,符合DIN6885-1的键槽 1329.006 HSSE TOP-CUT高速钢超短型钻铣刀1329.008 HSSE TOP-CUT..
-
 2023-08-09
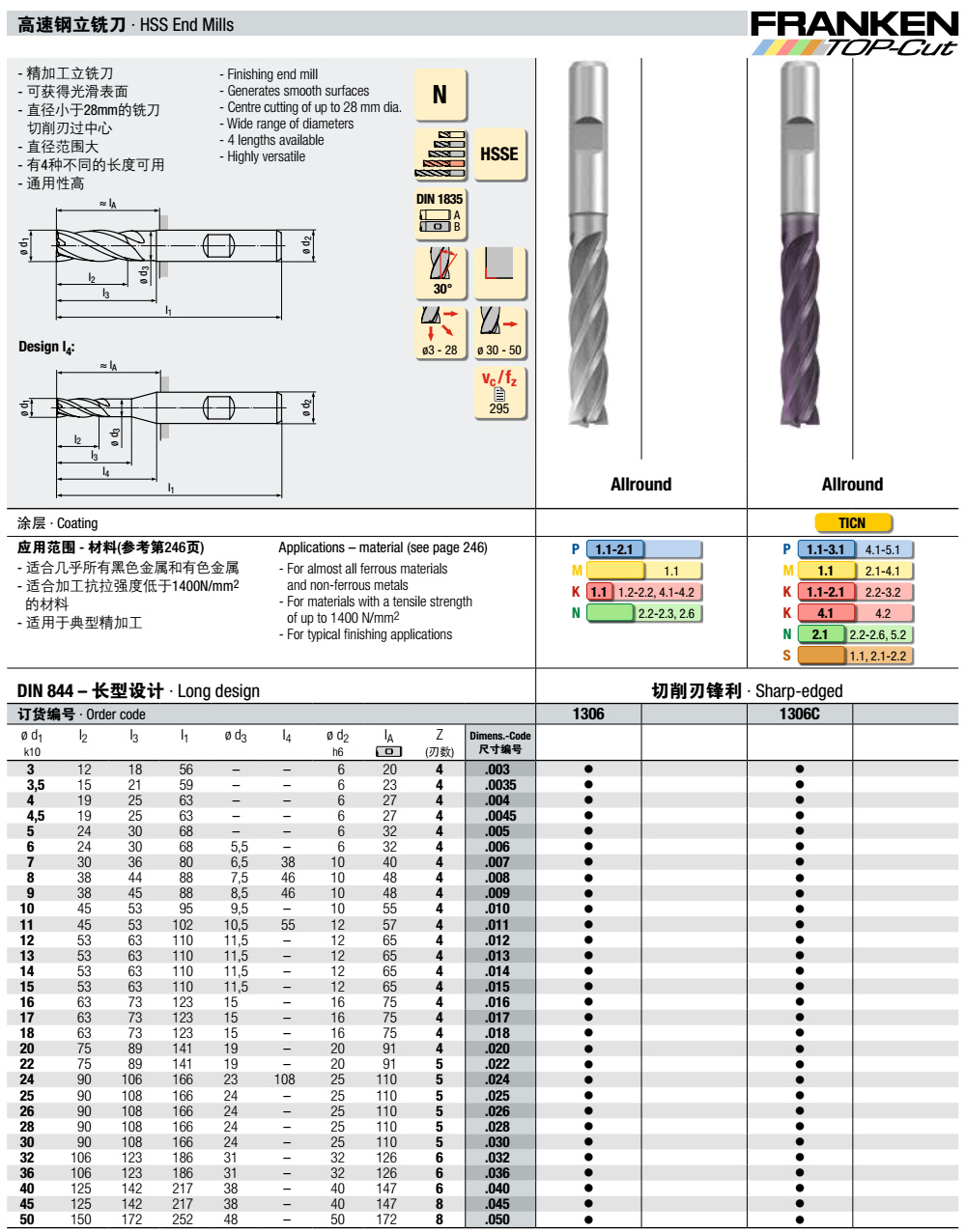
2023-08-09HSSE TOP-CUT含钴高速钢平底立铣刀1306,1311c,1316c,1318c
顶切高速钢立铣刀,DIN 844,采用横向驱动平长设计,适用于几乎所有钢材和有色金属的精加工。 产品特点及优点: N 切割轮廓光滑表面。通用型锋利边缘设计,尺寸范围广,中心切削直径可达 Ø 28 mm。TICN 涂层可延长刀..
-
 2023-08-09
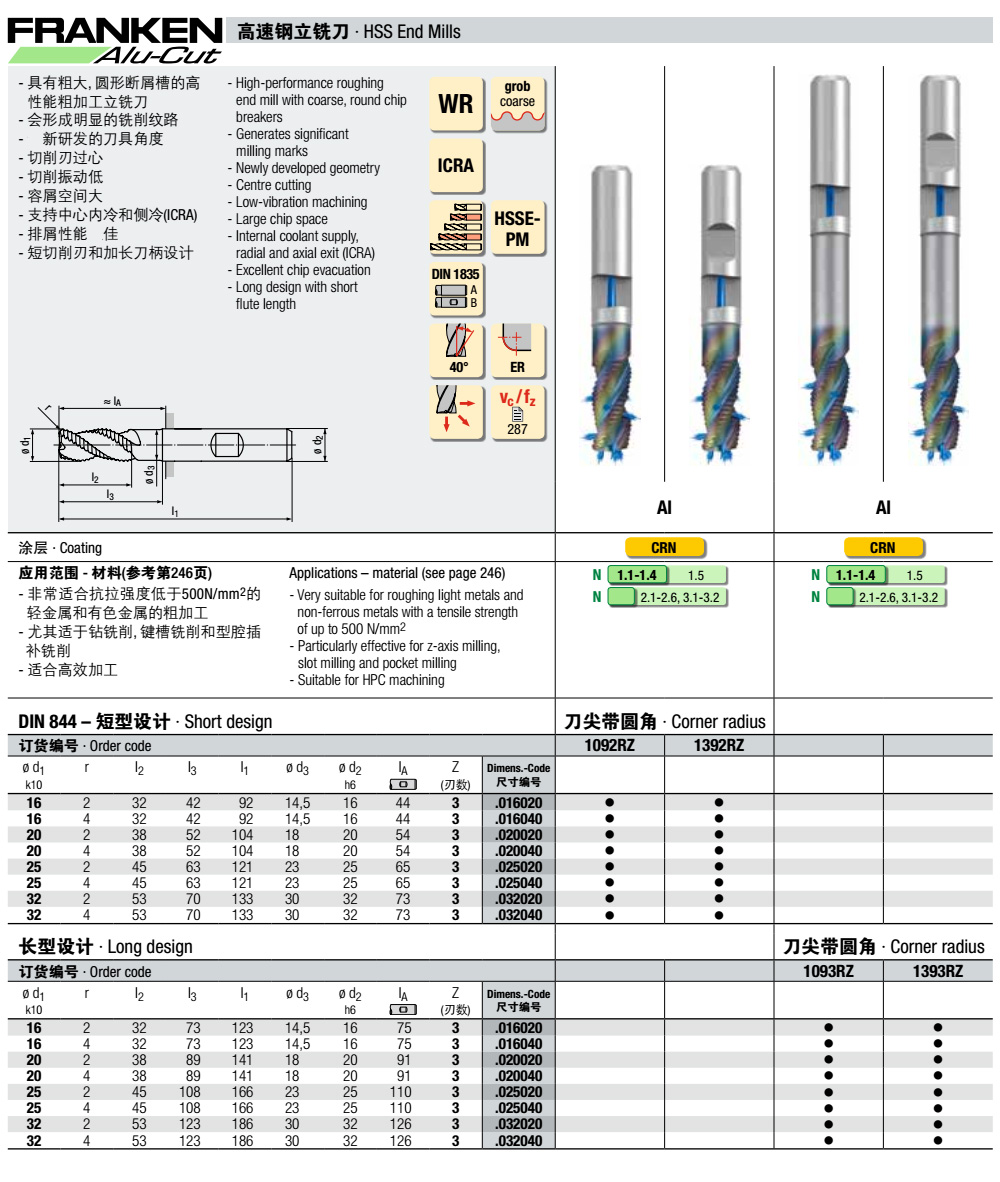
2023-08-091092RZ,1093RZ粉末含钴高速钢中心内冷和侧冷波刃粗铣刀锻制铝合金、铜或镁合金的粗加工
FRANKEN法兰肯高速钢立铣刀 Alu-Cut,适用于锻制铝合金、铜或镁合金的粗加工。 直径16-32mm 粗加工立铣刀 带有圆弧形断屑槽产品特点和优点:粗 WR 轮廓具有特殊的切削刃几何形状,可实现极的金属切除率,特别适用于钻孔、开..
